অ্যাসিঙ্ক্রোনাস মোটর নিয়ন্ত্রণ
 অ্যাসিঙ্ক্রোনাস মোটরগুলির সামঞ্জস্য নিম্নলিখিত পরিসরে সঞ্চালিত হয়:
অ্যাসিঙ্ক্রোনাস মোটরগুলির সামঞ্জস্য নিম্নলিখিত পরিসরে সঞ্চালিত হয়:
• চাক্ষুষ পরিদর্শন;
• যান্ত্রিক অংশ পরীক্ষা করা;
শরীরের এবং কয়েলের মধ্যে আপেক্ষিক কয়েলগুলির নিরোধক প্রতিরোধের পরিমাপ;
• প্রত্যক্ষ কারেন্টের জন্য উইন্ডিংগুলির প্রতিরোধের পরিমাপ করা;
শিল্প ফ্রিকোয়েন্সিতে বর্ধিত ভোল্টেজ সহ কয়েলের পরীক্ষা;
• ট্রায়াল রান।
কন্ট্রোল প্যানেল থেকে ইন্ডাকশন মোটরের বাহ্যিক পরিদর্শন শুরু হয়।
প্লেটে নিম্নলিখিত তথ্য থাকতে হবে:
• প্রস্তুতকারকের নাম বা ট্রেডমার্ক,
টাইপ এবং সিরিয়াল নম্বর,
• নামমাত্র তথ্য (শক্তি, ভোল্টেজ, বর্তমান, গতি, কয়েল সংযোগ চিত্র, দক্ষতা, পাওয়ার ফ্যাক্টর),
• ইস্যুর বছর,
• ইঞ্জিনের জন্য ওজন এবং GOST।
ইঞ্জিন শিল্ড সম্পর্কে জানা কাজের শুরুতে প্রয়োজন। তারপরে তারা ইঞ্জিনের বাইরের পৃষ্ঠের অবস্থা, এর ভারবহন সমাবেশগুলি, শ্যাফ্টের আউটপুট প্রান্ত, ফ্যান এবং টার্মিনাল টার্মিনালগুলির অবস্থা পরীক্ষা করে।
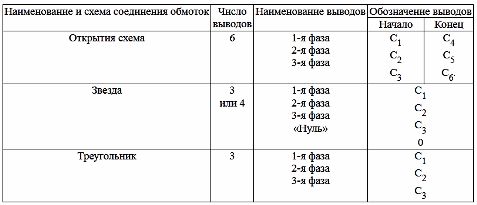
যদি একটি তিন-ফেজ মোটরের যৌগিক এবং বিভাগযুক্ত স্টেটর উইন্ডিং না থাকে তবে টার্মিনালগুলি টেবিল অনুসারে মনোনীত করা হয়।1, এবং এই জাতীয় কয়েলের উপস্থিতিতে, টার্মিনালগুলিকে সাধারণ কয়েলের মতো একই অক্ষর দিয়ে মনোনীত করা হয়, তবে বড় অক্ষরের সামনে অতিরিক্ত সংখ্যা সহ। জন্য মাল্টি-স্পিড অ্যাসিঙ্ক্রোনাস মোটর অক্ষরগুলির আগে সংখ্যাগুলি সেই বিভাগে খুঁটির সংখ্যা নির্দেশ করে৷
1 নং টেবিল
টেবিল ২

দ্রষ্টব্য: টার্মিনাল সংখ্যাযুক্ত P — নেটওয়ার্কের সাথে সংযুক্ত, C — বিনামূল্যে, Z — শর্ট সার্কিট৷
মাল্টি-স্পিড মোটরগুলির ঢাল চিহ্নিতকরণ এবং বিভিন্ন গতিতে তাদের চালু করার পদ্ধতিগুলি টেবিলের সাহায্যে ব্যাখ্যা করা যেতে পারে। 2.
একটি ইন্ডাকশন মোটর পরিদর্শন করার সময়, টার্মিনাল বাক্স এবং আউটপুট শেষের অবস্থার দিকে বিশেষ মনোযোগ দেওয়া উচিত, যেখানে জীবিত অংশ এবং হাউজিংয়ের মধ্যে দূরত্ব পরিমাপ করার সময় বিভিন্ন নিরোধক ত্রুটিগুলি খুব সাধারণ। এটি যথেষ্ট বড় হওয়া উচিত যাতে পৃষ্ঠটি ওভারল্যাপ না হয়। সমানভাবে গুরুত্বপূর্ণ হল অক্ষীয় দিকের শ্যাফ্ট রানআউটের মান, যা মান অনুযায়ী, 40 কিলোওয়াট পর্যন্ত শক্তি সহ মোটরগুলির জন্য 2 মিমি (এক দিকে 1 মিমি) এর বেশি হওয়া উচিত নয়।
বায়ু ফাঁকের আকারটি অত্যন্ত গুরুত্বপূর্ণ, কারণ এটি অ্যাসিঙ্ক্রোনাস মোটরগুলির বৈশিষ্ট্যগুলির উপর একটি উল্লেখযোগ্য প্রভাব ফেলে, তাই, মেরামতের পরে বা মোটরটির অসন্তোষজনক ক্রিয়াকলাপের ক্ষেত্রে, বায়ু ব্যবধানটি চারটি বিপরীত বিন্দুতে পরিমাপ করা হয়। ছাড়পত্রগুলি অবশ্যই সমগ্র পরিধিতে অভিন্ন হতে হবে এবং এই চারটি বিন্দুর যে কোনোটিতে গড় মানের 10% এর বেশি পার্থক্য করা উচিত নয়।
থ্রেড এবং গিয়ার গ্রাইন্ডারের মতো বিভিন্ন মেশিন টুলে অ্যাসিঙ্ক্রোনাস মোটরগুলির বিশেষ ফুটো এবং কম্পনের প্রয়োজনীয়তা রয়েছে।বৈদ্যুতিক মেশিনের শ্যাফ্ট রানআউট এবং কম্পন মেশিনের ঘূর্ণায়মান অংশগুলির মেশিনিং নির্ভুলতা এবং অবস্থার দ্বারা ব্যাপকভাবে প্রভাবিত হয়। মোটর শ্যাফ্ট বাঁকানো অবস্থায় শক এবং কম্পন বিশেষভাবে বেশি হয়।
রানআউট — ঘূর্ণায়মান বা দোদুল্যমান অংশ যেমন ঘূর্ণন বডির উপরিভাগের একটি প্রদত্ত (সঠিক) আপেক্ষিক অবস্থান থেকে বিচ্যুতি। রেডিয়াল এবং শেষ স্ট্রোকের মধ্যে পার্থক্য করুন।
সমস্ত মেশিনের জন্য, ফুটো অবাঞ্ছিত, কারণ এটি ভারবহন সমাবেশগুলির স্বাভাবিক ক্রিয়াকলাপ এবং সামগ্রিকভাবে মেশিনকে ব্যাহত করে। ফুটো পরিমাপ করা হয় একটি ডায়াল যা 0.01 মিমি থেকে 10 মিমি পর্যন্ত স্ট্রোক পরিমাপ করতে পারে। শ্যাফ্ট রানআউট পরিমাপ করার সময়, সূচকের টিপটি শ্যাফ্টের উপর স্থির থাকে, যা কম গতিতে ঘোরে। ঘন্টা নির্দেশকের হাতের বিচ্যুতি রানআউটের মান অনুমান করে, যা কারিগরি বৈশিষ্ট্যগুলিতে নির্দিষ্ট মানগুলির চেয়ে বেশি হওয়া উচিত নয় মেশিন বা ইঞ্জিন।
বৈদ্যুতিক মেশিনের অন্তরণ একটি গুরুত্বপূর্ণ সূচক, কারণ মেশিনের স্থায়িত্ব এবং নির্ভরযোগ্যতা তার অবস্থার উপর নির্ভর করে। GOST অনুসারে, বৈদ্যুতিক মেশিনের MΩ এ উইন্ডিংগুলির অন্তরণ প্রতিরোধের কমপক্ষে হওয়া উচিত
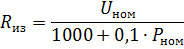
যেখানে Un — নামমাত্র উইন্ডিং ভোল্টেজ, V; Pn — মেশিনের নামমাত্র শক্তি, কিলোওয়াট।
ইঞ্জিনের পরীক্ষা শুরু হওয়ার আগে অন্তরণ প্রতিরোধের পরিমাপ করা হয় এবং তারপরে অপারেশন চলাকালীন পর্যায়ক্রমে; উপরন্তু, অপারেশনে দীর্ঘ বাধার পরে এবং ড্রাইভের যেকোন জরুরী শাটডাউনের পরে তাদের পর্যবেক্ষণ করা হয়।

যদি প্রতিটি পর্বের শুরু এবং শেষ মোটরটিতে চিহ্নিত করা হয়, তাহলে অন্তরণ প্রতিরোধের প্রতিটি ফেজের জন্য কেস এবং উইন্ডিংয়ের মধ্যে পৃথকভাবে পরিমাপ করা হয়। মাল্টি-স্পিড মোটরগুলিতে, প্রতিটি উইন্ডিংয়ের জন্য অন্তরণ প্রতিরোধের আলাদাভাবে পরীক্ষা করা হয়।
বৈদ্যুতিক মোটরের অন্তরণ প্রতিরোধের পরিমাপ করতে 1000 V পর্যন্ত ভোল্টেজ ব্যবহার করা হয় মেগামিটার 500 এবং 1000 V এর জন্য।
পরিমাপটি নিম্নরূপ বাহিত হয়, মেগোহমিটার «স্ক্রিন» এর ক্ল্যাম্পটি মেশিনের শরীরের সাথে সংযুক্ত থাকে এবং দ্বিতীয় ক্ল্যাম্পটি নির্ভরযোগ্য নিরোধক সহ একটি নমনীয় তারের সাথে কয়েলের টার্মিনালের সাথে সংযুক্ত থাকে। একটি নির্ভরযোগ্য যোগাযোগ নিশ্চিত করতে তারের প্রান্তগুলি অবশ্যই একটি সূক্ষ্ম ধাতব পিন দিয়ে অন্তরক উপাদানের হ্যান্ডলগুলি দিয়ে সিল করা উচিত।
মেগার হ্যান্ডেলটি প্রায় 2 আরপিএস ফ্রিকোয়েন্সিতে ঘোরে। ছোট মোটরগুলির একটি ছোট ক্ষমতা থাকে, তাই ডিভাইসের সুইটি মেশিনের উইন্ডিংয়ের অন্তরণ প্রতিরোধের সাথে সম্পর্কিত একটি অবস্থানে সেট করা হয়।
নতুন মেশিনের জন্য, নিরোধক প্রতিরোধ, অনুশীলন দেখায়, 5 থেকে 100 মেগোহম পরিসরে 20 ° C তাপমাত্রায় ওঠানামা করে। কম শক্তি এবং 1000 V পর্যন্ত ভোল্টেজ সহ লো-ক্রিটিকাল ড্রাইভ সহ মোটরগুলিতে "বৈদ্যুতিক ইনস্টলেশনের জন্য নিয়ম" R এর মানের উপর নির্দিষ্ট প্রয়োজনীয়তা আরোপ করবেন না।অনুশীলন থেকে, এমন কিছু ঘটনা রয়েছে যখন 0.5 মেগোহমের কম প্রতিরোধের মোটরগুলিকে চালু করা হয়, তাদের নিরোধক প্রতিরোধ ক্ষমতা বৃদ্ধি পায় এবং পরে তারা সমস্যা ছাড়াই কাজ করে।
অপারেশন চলাকালীন অন্তরণ প্রতিরোধের হ্রাস পৃষ্ঠের আর্দ্রতা, পরিবাহী ধূলিকণা দ্বারা নিরোধক পৃষ্ঠের দূষণ, নিরোধকের মধ্যে আর্দ্রতা অনুপ্রবেশ এবং নিরোধকের রাসায়নিক পচনের কারণে ঘটে। নিরোধক প্রতিরোধের হ্রাসের কারণগুলি স্পষ্ট করার জন্য, এটি একটি ডাবল ব্রিজ ব্যবহার করে পরিমাপ করা প্রয়োজন, উদাহরণস্বরূপ R-316, নিয়ন্ত্রিত সার্কিটে দুটি বর্তমান দিকনির্দেশ সহ। বিভিন্ন পরিমাপের ফলাফলের সাথে, সবচেয়ে সম্ভাব্য কারণ হল নিরোধকের বেধের মধ্যে আর্দ্রতার অনুপ্রবেশ।
বিশেষত, বর্ধিত ভোল্টেজ সহ উইন্ডিংগুলি পরীক্ষা করার পরেই একটি ইন্ডাকশন মোটর চালু করার প্রশ্নটি সিদ্ধান্ত নেওয়া উচিত। ওভারভোল্টেজ পরীক্ষা ছাড়াই নিরোধক প্রতিরোধের কম মান সহ একটি মোটর অন্তর্ভুক্ত করার অনুমতি দেওয়া হয় শুধুমাত্র ব্যতিক্রমী ক্ষেত্রে, যখন প্রশ্নটি সিদ্ধান্ত নেওয়া হয় কোনটি বেশি লাভজনক: মোটরকে বিপন্ন করতে বা ব্যয়বহুল সরঞ্জামের ডাউনটাইমকে অনুমতি দিতে।
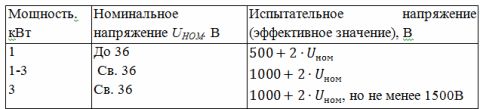
মোটর চালানোর সময়, নিরোধকের ক্ষতি, যার ফলে এটির অস্তরক শক্তি অনুমোদিত মানগুলির নীচে হ্রাস পায়... GOST অনুসারে, কেস এবং এর মধ্যে উইন্ডিংগুলির নিরোধকের অস্তরক শক্তির পরীক্ষা এগুলি পরীক্ষা ভোল্টেজ সহ 1 মিনিটের জন্য নেটওয়ার্ক থেকে সংযোগ বিচ্ছিন্ন মোটর দিয়ে সঞ্চালিত হয়, যার মান অবশ্যই টেবিলে প্রদত্ত মানের চেয়ে কম হবে না। 3.
টেবিল 3
বর্ধিত ভোল্টেজ একটি পর্যায় প্রয়োগ করা হয়, এবং অবশিষ্ট পর্যায়গুলি মোটর কেসিংয়ের সাথে সংযুক্ত থাকে। যদি উইন্ডিংগুলি স্টার বা ডেল্টায় মোটরের ভিতরে সংযুক্ত থাকে, তাহলে উইন্ডিং এবং ফ্রেমের মধ্যে অন্তরণ পরীক্ষা একই সাথে করা হয় সম্পূর্ণ ঘুর পরীক্ষার সময় তাৎক্ষণিকভাবে ভোল্টেজ প্রয়োগ করা যাবে না। পরীক্ষাটি পরীক্ষার ভোল্টেজের 1/3 দিয়ে শুরু হয়, তারপর ভোল্টেজটি ধীরে ধীরে পরীক্ষা ভোল্টেজে বাড়ানো হয়, এবং অর্ধেক থেকে সম্পূর্ণ পরীক্ষা ভোল্টেজ পর্যন্ত বৃদ্ধির সময়টি কমপক্ষে 10 সেকেন্ড হতে হবে।
সম্পূর্ণ ভোল্টেজ 1 মিনিটের জন্য রক্ষণাবেক্ষণ করা হয়, তারপর ধীরে ধীরে 1/3Utest এ হ্রাস করা হয় এবং পরীক্ষার সেটিং বন্ধ করা হয়। পরীক্ষার ফলাফলগুলি সন্তোষজনক বলে বিবেচিত হয় যদি পরীক্ষার সময় ইনসুলেশনের উপরিভাগে ইনসুলেশনের কোনও ভাঙ্গন বা ওভারল্যাপ না থাকে, যখন যন্ত্রগুলিতে কোনও তীক্ষ্ণ ঝাঁকুনি পরিলক্ষিত হয় না, যা নিরোধকের আংশিক ক্ষতি নির্দেশ করে।
পরীক্ষার সময় ত্রুটি দেখা দিলে তার সাথে একটি জায়গা পাওয়া যায় এবং কয়েলটি মেরামত করা হয়। ভোল্টেজ পুনরায় প্রয়োগ করে এবং তারপর স্ফুলিঙ্গ, ধোঁয়া বা সামান্য পপ দেখার মাধ্যমে ত্রুটির অবস্থান নির্ধারণ করা যেতে পারে যখন বাইরে থেকে কোন স্ফুলিঙ্গ দৃশ্যমান হয় না।
উইন্ডিংগুলির প্রতিরোধের ডিসি পরিমাপ, যা সার্কিট উপাদানগুলির প্রযুক্তিগত ডেটা স্পষ্ট করার জন্য বাহিত হয়, কিছু ক্ষেত্রে শর্ট সার্কিটের উপস্থিতি নির্ধারণ করা সম্ভব করে তোলে। পরিমাপের সময় উইন্ডিংগুলির তাপমাত্রা পরিবেষ্টিত থেকে 5 ডিগ্রি সেলসিয়াসের বেশি আলাদা হওয়া উচিত নয়।
পরিমাপগুলি একটি একক বা ডাবল সেতু ব্যবহার করে, অ্যামিটার-ভোল্টমিটার পদ্ধতি বা মাইক্রোওহমিটার পদ্ধতি দ্বারা তৈরি করা হয়।প্রতিরোধের মানগুলি গড় থেকে 20% এর বেশি আলাদা হওয়া উচিত নয়।
GOST অনুসারে, উইন্ডিংগুলির প্রতিরোধের পরিমাপ করার সময়, প্রতিটি প্রতিরোধকে 3 বার পরিমাপ করতে হবে। অ্যামিটার-ভোল্টমিটার পদ্ধতিতে কয়েলের প্রতিরোধের পরিমাপ করার সময়, প্রতিটি প্রতিরোধকে তিনটি ভিন্ন বর্তমান মানগুলিতে পরিমাপ করতে হবে। তিনটি পরিমাপের গাণিতিক গড় মানকে প্রকৃত প্রতিরোধের মান হিসাবে নেওয়া হয়।
অ্যামিটার-ভোল্টমিটার পদ্ধতি (চিত্র 1) এমন ক্ষেত্রে ব্যবহৃত হয় যেখানে উচ্চ পরিমাপের নির্ভুলতার প্রয়োজন হয় না। অ্যামিটার-ভোল্টমিটার পদ্ধতি দ্বারা পরিমাপ ওহমের সূত্রের উপর ভিত্তি করে:
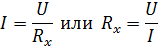
যেখানে Rx — মাপা প্রতিরোধ, ওহম; U- ভোল্টমিটার রিডিং, ভি; আমি অ্যামিটার রিডিং, এ.
এই পদ্ধতির সাথে পরিমাপের নির্ভুলতা যন্ত্রের মোট ত্রুটি দ্বারা নির্ধারিত হয়। তাই যদি অ্যামিটারের নির্ভুলতা শ্রেণী 0.5% হয় এবং ভোল্টমিটারের 1% হয়, তাহলে মোট ত্রুটি হবে 1.5%।
অ্যামিটার-ভোল্টমিটার পদ্ধতির জন্য আরও সঠিক ফলাফল দেওয়ার জন্য, নিম্নলিখিত শর্তগুলি অবশ্যই পূরণ করতে হবে:
1. পরিমাপের নির্ভুলতা মূলত পরিচিতিগুলির নির্ভরযোগ্যতার উপর নির্ভর করে, তাই পরিমাপের আগে পরিচিতিগুলিকে সোল্ডার করার পরামর্শ দেওয়া হয়;
2. উৎসে ভোল্টেজ ড্রপের প্রভাব এড়াতে সরাসরি কারেন্টের উত্স অবশ্যই একটি নেটওয়ার্ক বা 4-6 V ভোল্টেজ সহ একটি ভাল চার্জযুক্ত ব্যাটারি হতে হবে;
3. যন্ত্রের রিডিং একই সাথে করতে হবে।
সেতু ব্যবহার করে প্রতিরোধের পরিমাপ প্রধানত এমন ক্ষেত্রে ব্যবহৃত হয় যেখানে বৃহত্তর পরিমাপের নির্ভুলতা প্রাপ্ত করা প্রয়োজন। সঠিকতা ব্রিজিং পদ্ধতি 0.001% পৌঁছেছে। সেতুর পরিমাপের সীমা 10-5 থেকে 106 ohms পর্যন্ত।
একটি microohmmeter পরিমাপ একটি বড় সংখ্যা পরিমাপ, উদাহরণস্বরূপ, যোগাযোগ প্রতিরোধ, কয়েল মধ্যে সংযোগ.
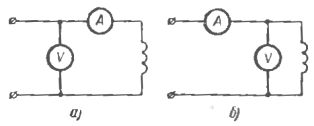
ভাত। 1. অ্যামিটার-ভোল্টমিটার পদ্ধতিতে ডিসি কয়েলের প্রতিরোধের পরিমাপ করার পরিকল্পনা
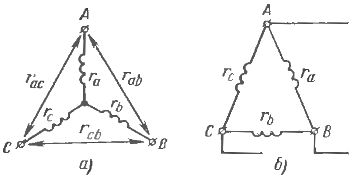
ভাত। 2. তারকা (a) এবং ডেল্টা (b) এ সংযুক্ত একটি ইন্ডাকশন মোটরের স্টেটর উইন্ডিং এর প্রতিরোধের পরিমাপ করার পরিকল্পনা
পরিমাপগুলি দ্রুত তৈরি করা হয় কারণ যন্ত্র সামঞ্জস্য করার প্রয়োজন নেই। 10 কিলোওয়াট পর্যন্ত শক্তি সহ মোটরগুলির জন্য ডিসি উইন্ডিং এর প্রতিরোধের পরিমাপ করা হয় তার অপারেশন শেষ হওয়ার 5 ঘন্টার আগে নয় এবং 10 কিলোওয়াটের বেশি মোটরগুলির জন্য - একটি স্থির রটার সহ 8 ঘন্টার কম নয়। যদি মোটর স্টেটর থেকে উইন্ডিংয়ের ছয়টি প্রান্ত সরানো হয়, তবে প্রতিটি ফেজের উইন্ডিংয়ে আলাদাভাবে পরিমাপ করা হয়।
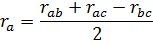
যখন উইন্ডিংগুলি একটি নক্ষত্রের সাথে অভ্যন্তরীণভাবে সংযুক্ত থাকে, তখন সিরিজে সংযুক্ত দুটি পর্যায়ের প্রতিরোধকে জোড়ায় পরিমাপ করা হয় (চিত্র 2, ক)। এই ক্ষেত্রে, প্রতিটি পর্বের প্রতিরোধ
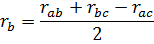
একটি অভ্যন্তরীণ ডেল্টা সংযোগের সাথে, রৈখিক ক্ল্যাম্পগুলির প্রতিটি জোড়া আউটপুট প্রান্তের মধ্যে প্রতিরোধের পরিমাপ করুন (চিত্র 2, খ)। ধরে নিই যে সমস্ত পর্যায়ের প্রতিরোধ সমান, প্রতিটি পর্যায়ের প্রতিরোধের দ্বারা নির্ধারিত হয়:

মাল্টি-স্পিড মোটরগুলির জন্য, প্রতিটি উইন্ডিং বা প্রতিটি বিভাগের জন্য অনুরূপ পরিমাপ করা হয়।
এসি মেশিনের উইন্ডিংয়ের সঠিক সংযোগ পরীক্ষা করা হচ্ছে। কখনও কখনও, বিশেষত মেরামতের পরে, ইন্ডাকশন মোটরের জলের প্রান্তগুলি অচিহ্নিত হয়ে যায়, উইন্ডিংয়ের শুরু এবং শেষগুলি নির্ধারণ করা প্রয়োজন। নির্ধারণ করার দুটি সবচেয়ে সাধারণ উপায় আছে।
প্রথম পদ্ধতি অনুসারে, পৃথক পর্যায়গুলির উইন্ডিংয়ের শেষগুলি প্রথমে জোড়ায় নির্ধারিত হয়। সার্কিট তারপর ডুমুর অনুযায়ী একত্রিত হয়. 3, ক."প্লাস" উত্সটি পর্যায়গুলির একটির শুরুতে সংযুক্ত থাকে, "বিয়োগ" শেষ পর্যন্ত।
C1, C2, C3 কে সাধারণত 1, 2, 3 এবং C4, C5, C6 - এর শেষে 4, 5, 6-এর শুরু হিসাবে নেওয়া হয়। -3) হল প্ররোচিত ইলেক্ট্রোমোটিভ ফোর্স যার মেরুত্ব C2 এবং C3 এর শুরুতে "মাইনাস" এবং C5 এবং C6 এর শেষে "প্লাস"। এই মুহুর্তে যখন কারেন্ট বন্ধ থাকে ফেজ 1 এ, ফেজ 2 এবং 3 এর শেষে পোলারিটি যখন তারা চালু থাকে তখন মেরুত্বের বিপরীত হয়।
ফেজ 1 চিহ্নিত করার পরে, সরাসরি কারেন্টের উত্সটি ফেজ 3 এর সাথে সংযুক্ত থাকে, যদি একই সময়ে মিলিভোল্টমিটার বা গ্যালভানোমিটারের সুই একই দিকে বিচ্যুত হয়, তবে উইন্ডিংয়ের সমস্ত প্রান্ত সঠিকভাবে চিহ্নিত করা হয়।
দ্বিতীয় পদ্ধতি অনুসারে শুরু এবং শেষ নির্ধারণ করতে, মোটর উইন্ডিংগুলি একটি তারকা বা ডেল্টা (চিত্র 3, খ) এর সাথে সংযুক্ত থাকে এবং ফেজ 2 এ একটি একক-ফেজ হ্রাসকৃত ভোল্টেজ প্রয়োগ করা হয়। এই ক্ষেত্রে, C1 এবং C2 এর প্রান্তগুলির পাশাপাশি C2 এবং C3 এর মধ্যে, একটি ভোল্টেজ দেখা দেয় যা সরবরাহকৃত একের চেয়ে সামান্য বেশি এবং C1 এবং C3 এর প্রান্তগুলির মধ্যে ভোল্টেজটি শূন্যে পরিণত হয়। পর্যায় 1 এবং 3 এর প্রান্তগুলি ভুলভাবে সংযুক্ত থাকলে, C1 এবং C2, C2 এবং C3 এর প্রান্তগুলির মধ্যে ভোল্টেজ সরবরাহের চেয়ে কম হবে। প্রথম দুটি পর্যায়ে চিহ্নিতকরণের পারস্পরিক সংকল্পের পরে, তৃতীয়টি একইভাবে নির্ধারিত হয়।
ইন্ডাকশন মোটরের প্রাথমিক সক্রিয়করণ। ইঞ্জিনের সম্পূর্ণ সেবাযোগ্যতা প্রতিষ্ঠা করতে, এটি নিষ্ক্রিয় এবং লোডের অধীনে পরীক্ষা করা হয়। গ্রীস দিয়ে বিয়ারিংগুলি পূরণ করে যান্ত্রিক অংশগুলির অবস্থা পুনরায় পরীক্ষা করুন।
হাত দিয়ে শ্যাফ্ট ঘুরিয়ে মোটরের চলাচলের স্বাচ্ছন্দ্য পরীক্ষা করা হয়, যখন রটার এবং স্টেটরের পাশাপাশি ফ্যান এবং হাউজিংয়ের মধ্যে যোগাযোগ নির্দেশ করে এমন কোনও ক্র্যাকিং, র্যাটলিং এবং অনুরূপ শব্দ থাকা উচিত নয়, তারপর সঠিক দিকনির্দেশনা ঘূর্ণন চেক করা হয়, এর জন্য ইঞ্জিনটি সংক্ষিপ্তভাবে চালু হয়।
প্রথম অ্যাক্টিভেশনের সময়কাল 1-2 সেকেন্ড। একই সময়ে, প্রারম্ভিক বর্তমান মান নিরীক্ষণ করা হয়। ইঞ্জিনের স্বল্প-মেয়াদী স্টার্ট 2-3 বার পুনরাবৃত্তি করার পরামর্শ দেওয়া হয়, ধীরে ধীরে স্যুইচিংয়ের সময়কাল বৃদ্ধি করে, তারপরে ইঞ্জিনটি দীর্ঘ সময়ের জন্য চালু করা যেতে পারে। ইঞ্জিনটি নিষ্ক্রিয় থাকাকালীন, নিয়ন্ত্রককে অবশ্যই নিশ্চিত করতে হবে যে চলমান গিয়ারটি ভাল অবস্থায় রয়েছে: কোনও কম্পন নেই, কোনও কারেন্ট সার্জ নেই, বিয়ারিংগুলির গরম নেই৷
পরীক্ষা চালানোর ফলাফল সন্তোষজনক হলে, ইঞ্জিনটি যান্ত্রিক অংশের সাথে একত্রে চালু করা হয় বা একটি বিশেষ স্ট্যান্ডে পরীক্ষা করা হয়। মেশিনের প্রধান ব্লক এবং উইন্ডিংগুলির তাপমাত্রা, পাওয়ার ফ্যাক্টর, ইউনিটগুলির বিয়ারিংগুলির তৈলাক্তকরণের অবস্থা পর্যবেক্ষণ করার সময় ইঞ্জিনের ক্রিয়াকলাপ পরীক্ষা করার সময় 5 থেকে 8 ঘন্টা পরিবর্তিত হয়।