পরোক্ষ বৈদ্যুতিক প্রতিরোধের চুল্লির ধরন এবং নকশা
 উত্তপ্ত পণ্য লোড এবং আনলোড করার পদ্ধতি, সেইসাথে তাদের বৈদ্যুতিক প্রতিরোধের চুল্লিগুলি সরানোর পদ্ধতিগুলি মূলত তাদের নকশা এবং অপারেশনাল বৈশিষ্ট্য উভয়ই নির্ধারণ করে। ডুমুরে। 1 বৈদ্যুতিক প্রতিরোধের চুল্লিগুলির প্রধান প্রকারগুলি দেখায়, উভয়ই বিরতিমূলক ক্রিয়া (সেল) এবং অবিচ্ছিন্ন ক্রিয়া (পদ্ধতিগত), তাদের যান্ত্রিকীকরণের উপায়গুলির বিকাশকে চিত্রিত করে।
উত্তপ্ত পণ্য লোড এবং আনলোড করার পদ্ধতি, সেইসাথে তাদের বৈদ্যুতিক প্রতিরোধের চুল্লিগুলি সরানোর পদ্ধতিগুলি মূলত তাদের নকশা এবং অপারেশনাল বৈশিষ্ট্য উভয়ই নির্ধারণ করে। ডুমুরে। 1 বৈদ্যুতিক প্রতিরোধের চুল্লিগুলির প্রধান প্রকারগুলি দেখায়, উভয়ই বিরতিমূলক ক্রিয়া (সেল) এবং অবিচ্ছিন্ন ক্রিয়া (পদ্ধতিগত), তাদের যান্ত্রিকীকরণের উপায়গুলির বিকাশকে চিত্রিত করে।
নম্বর I নির্দেশ করে যে ধরনের ব্যাচ ফার্নেসের মধ্যে পণ্যটি গরম করার সময় স্থির থাকে এবং শুধুমাত্র লোডিং এবং আনলোডিং যান্ত্রিক হয়।
সূচক 1 একটি পাশের দরজা সহ একটি চেম্বারের ওভেনকে বোঝায় যার মাধ্যমে সাধারণত ছোট আইটেমগুলি ম্যানুয়ালি চেম্বারে লোড করা হয়। এটি যান্ত্রিকীকরণ ছাড়া একটি সর্বজনীন চুলা।
সূচক 2 — খোলার ঢাকনা সহ একটি খাদ চুল্লি। এখানে, পণ্যগুলির লোডিং এবং আনলোডিং চুল্লির উপরের খোলার মাধ্যমে করা হয় এবং সেইজন্য সেগুলিকে চুল্লির উপরে অবস্থিত একটি ওয়ার্কশপ ক্রেন বা উত্তোলন ব্যবহার করে যান্ত্রিক করা যেতে পারে।কভারটি পাশের দিকে তোলা এবং প্রত্যাহার করা ম্যানুয়ালি (একটি লিভারের সাহায্যে) বা একটি ক্রেন বা উত্তোলনের সাহায্যে বা শেষ পর্যন্ত একটি বিশেষ হাইড্রোলিক বা ইলেক্ট্রোমেকানিক্যাল মেকানিজমের সাহায্যে করা যেতে পারে।
সূচক 3 একটি বেল চুল্লির সাথে মিলে যায়। এর কিটটিতে বেশ কয়েকটি রেখাযুক্ত স্ট্যান্ড রয়েছে, যার উপর একটি ক্রেনের সাহায্যে হিটার সহ একটি ঘণ্টা (ঘণ্টা) ইনস্টল করা যেতে পারে। লোডিং এবং আনলোডিং ক্যাপ সরানো (অন্য স্ট্যান্ডে ইনস্টল) সহ একটি সেতু ক্রেন ব্যবহার করে বাহিত হয়। এক স্ট্যান্ড থেকে অন্য স্ট্যান্ডে হুড সরানোও সেতুর প্রান্ত ব্যবহার করে করা হয়।
সূচক 4 — বগি চেম্বার চুল্লি। এই ওভেনগুলি বড় আইটেমগুলিকে গরম করার জন্য ডিজাইন করা হয়েছে যা ম্যানুয়ালি লোড করা যায় না। ফার্নেস চেম্বারটি নিজেই কলামের (বা ভিত্তি) উপর দাঁড়িয়ে আছে এবং এর নীচে একটি রেখাযুক্ত ট্রলি, যা একটি উইঞ্চ বা এটিতে অবস্থিত একটি ড্রাইভের সাহায্যে (স্ব-চালিত) চুল্লির নীচে থেকে রেলে যেতে পারে। একটি ওভারহেড ক্রেন দিয়ে কার্ট লোড এবং আনলোড করা হয়।
সূচক 5 লিফট ওভেন চিহ্নিত করে। ফার্নেস চেম্বারটি লম্বা কলামের উপর দাঁড়িয়ে আছে, এর নীচের অংশ চুল্লিতে উঠানো যেতে পারে বা হাইড্রোলিক লিফট ব্যবহার করে লোড দিয়ে নামানো যেতে পারে। নীচের অবস্থানে, চুল্লির নীচে রেলের উপর তার রোলার হয়ে যায় এবং ওভারহেড ক্রেনের নীচে ওয়ার্কশপে চুল্লির নীচে থেকে লোড এবং আনলোড করা যায়। ফার্নেস ডিজাইন 2, 3 এবং 5 একটি বিশেষ বায়ুমণ্ডল বা ভ্যাকুয়ামে সিল করা এবং পরিচালনা করা যেতে পারে।
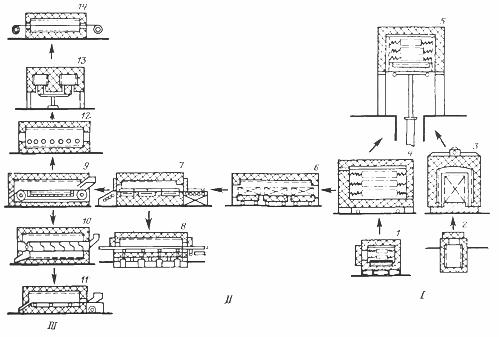
ভাত। 1. স্যাডল এবং ব্যাচ চুল্লি প্রধান ধরনের
সংখ্যা II এবং III তে অবিচ্ছিন্ন চুল্লিগুলি নির্দেশিত হয়, যেখানে উত্তপ্ত পণ্যগুলি চুল্লির এক প্রান্ত থেকে অন্য প্রান্তে চলে যায় এবং তাদের নম্বর II চুল্লিগুলি নির্দেশিত হয়, যেখানে পণ্যগুলির চলাচল পর্যায়ক্রমে, লাথি এবং চিত্রে সঞ্চালিত হয়। III চুল্লি নির্দেশ করে, যেখানে এই আন্দোলন ক্রমাগত সঞ্চালিত হয়।
সূচক 6 — টানেল ফার্নেস, যেখানে পণ্যগুলি স্তুপীকৃত গাড়িতে রাখা হয়, একটি টানেল-আকৃতির চুল্লি চেম্বারের মধ্য দিয়ে যায়। একটি নির্দিষ্ট সময়ের পরে, সমস্ত কার্ট একটি গাড়ির দৈর্ঘ্যের সমান দৈর্ঘ্যে চলে যায়, তাদের মধ্যে একটি আনলোডিং চুলা ছেড়ে যায়, যখন চুলার বিপরীত প্রান্ত থেকে আরেকটি বোঝাই কার্ট তার চেম্বারে প্রবেশ করে।
সূচক 7 একটি এক্সট্রুশন ওভেন দেখায়৷ পণ্যগুলির একটি তাপ-প্রতিরোধী প্যালেট লোডিং টেবিলে (ডানে) মাউন্ট করা হয়েছে৷ চুলার প্রান্তের দরজাগুলি পর্যায়ক্রমে খোলা হয় এবং পুশার (হাইড্রোলিক বা ইলেক্ট্রোমেকানিক্যাল) প্যালেটটিকে ওভেনের মধ্যে ঠেলে দেয়, চুলার অবাধ্য রেলগুলিতে ওভেনে অবস্থিত প্যালেটগুলির পুরো সারিটিকে সরাতে বাধ্য করে। এই ক্ষেত্রে, বামদিকের ট্রেটি ওভেন থেকে বেরিয়ে আসে, যার পরে দরজাগুলি বন্ধ হয়ে যায়।
সূচক 8 পথচারীদের চুলার জন্য একটি চুল্লি চিহ্নিত করে৷ চুল্লির নীচে, তার দৈর্ঘ্য অনুযায়ী, তাপ-প্রতিরোধী মরীচিগুলি ইনস্টল করা হয়, যা, একটি ড্রাইভের মাধ্যমে, একটি পারস্পরিক-ফরোয়ার্ড আন্দোলন গ্রহণ করে। এই ক্ষেত্রে, চুল্লির লোডিং প্রান্ত থেকে সরানোর আগে বিমগুলি নীচের দিকের খাঁজগুলি থেকে, ওভেনের নীচের অংশ থেকে তোলা হয় এবং চুলা বরাবর তাদের সরানো হয়। মরীচির বিপরীত আন্দোলন নীচের খাঁজে নামানোর আগে, পণ্যগুলি নীচে বসে থাকে এবং বিমের রিটার্ন আন্দোলনে অংশ নেয় না। এইভাবে, পণ্যগুলি পর্যায়ক্রমে, ধাপে ধাপে, লোডিং প্রান্ত থেকে আনলোডিং প্রান্তে চুল্লির মধ্য দিয়ে যায়।
পরিবাহক ওভেনের জন্য সূচক 9।ফার্নেস চেম্বারে, একটি চেইন পরিবাহক দুটি শ্যাফ্টের উপর প্রসারিত হয়, যার জালটি বোনা জাল বা স্ট্যাম্পড বা কাস্ট চেইন লিঙ্কগুলি নিয়ে গঠিত। ড্রাইভ শ্যাফ্ট (ডিসচার্জ সাইডে) ঘোরার সাথে সাথে কনভেয়রটি মসৃণভাবে নড়াচড়া করে, ভাটাটির লোডিং (ডান) প্রান্তে এটির উপর লোড করা পণ্যগুলিকে বহন করে। পরিবাহক নির্মাণ খুব ভিন্ন হতে পারে।
সূচক 10 একটি ঘূর্ণমান ভাটা বোঝায়। স্ক্রুটি ফার্নেস চেম্বারে অবস্থিত - একটি আর্কিমিডিয়ান সর্পিল সহ একটি তাপ-প্রতিরোধী ড্রাম। ড্রামটি ঘোরার সাথে সাথে পণ্যগুলি ড্রামের মধ্যে গড়িয়ে যায়, ধীরে ধীরে এটির লোডিং প্রান্ত থেকে এর ডিসচার্জিং প্রান্তে চলে যায়।
সূচক 11 একটি চুল্লি সঙ্গে একটি pulsating চুল্লি দেখায়. চেম্বারের নীচে, চুলাটি একটি ট্রফ আকারে রোলারের তাপ-প্রতিরোধী চুলায় রয়েছে, যার উপর চুল্লির উত্তাপের শেষ (ডানদিকে) উত্তপ্ত অংশ দিয়ে সাজানো হয়। একটি উদ্ভট ড্রাইভের সাহায্যে, পডটি একটি পারস্পরিক নড়াচড়া পায়, এবং এর পশ্চাৎমুখী নড়াচড়া (লোডিংয়ের দিকে) মসৃণ, এবং আনলোড করার দিকে এটি তীক্ষ্ণ, শক শোষকগুলির উপর একটি ধাক্কা সহ একটি স্প্রিং এর ক্রিয়ায়। এই কারণে, পশ্চাৎগামী আন্দোলনের সময় পণ্যগুলি নীচের মত একই পথ অনুসরণ করে, যখন এগিয়ে চলার সময় তারা, আঘাতের গতিতে, চুলার সাপেক্ষে এগিয়ে যায়। ফলস্বরূপ, পণ্যগুলি চুল্লির চার্জিং প্রান্ত থেকে স্রাবের দিকে ধীরে ধীরে ডাল দ্বারা সরানো হয়।
সূচক 12 রোলার টেবিল সহ একটি চুল্লি নির্দেশ করে। তাপ-প্রতিরোধী রোলারগুলি চেম্বারের নীচে মাউন্ট করা হয়, তারা ধীরে ধীরে ঘড়ির কাঁটার বিপরীতে ঘোরে। এই কারণে, ডানদিকে রোলারগুলিতে স্থাপিত পণ্যটি (আগের তিন ধরণের চুল্লির বিপরীতে, এই চুল্লিটি বড় পণ্য গরম করার জন্য ডিজাইন করা হয়েছে) ধীরে ধীরে চুল্লি বরাবর তার স্রাব প্রান্তে পরিবহন করা হয়।
সূচক 13 একটি ঘূর্ণমান ভাটা বোঝায়। এটি মূলত একটি রিং উপর একটি পরিবাহক চুলা ক্ষত হয়. রিং-আকৃতির ঘূর্ণায়মান চুলাটি লোডিং দরজার (পাশের দেয়ালে চিত্রে দেখানো হয়নি) এর মাধ্যমে এটিতে রাখা পণ্যটিকে লোডিং দরজার পাশে অবস্থিত আনলোডিং দরজা পর্যন্ত চুল্লিতে একটি পূর্ণ বৃত্ত সম্পূর্ণ করতে দেয়।
তার বা স্ট্রিপ গরম করার জন্য ব্যবহৃত একটি অঙ্কন চুল্লির জন্য সূচক 14। চুল্লির প্রান্তে তারের বা টেপযুক্ত ড্রামগুলি তাদের মধ্যে প্রসারিত হয়। স্পুলগুলি তাদের একটি থেকে ঘোরার সাথে সাথে টেপ (বা তার) বাতাস এবং অন্যটির চারপাশে মোড়ানো হয়।

নিম্ন তাপমাত্রা চুল্লি নকশা
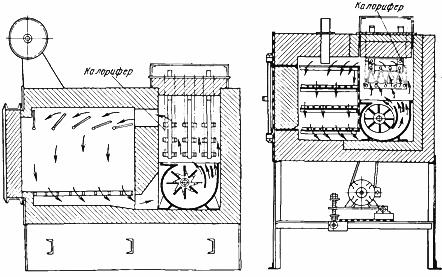
নিম্ন তাপমাত্রার চুল্লিগুলি অত্যন্ত দক্ষ হতে পারে না কারণ প্রাকৃতিক পরিচলন তাপ স্থানান্তর সহগ কম। চুল্লি বা ক্যাবিনেটের ছাদে একটি স্তন্যপান পাখা স্থাপন করে কৃত্রিম সঞ্চালন প্রবর্তন করে প্রক্রিয়াটি উন্নত করা যেতে পারে এবং বাতাস গরম করার জন্য তাপের খরচ কমানোর জন্য, এটি বৃত্তাকারভাবে সংগঠিত করা যেতে পারে। এই ক্ষেত্রে, ফ্যান, চুল্লির উপরের অংশে বাতাস চুষে, এটিকে পাশের তাপ-অন্তরক চ্যানেল বরাবর চালিত করে এবং চুল্লির নীচের অংশে এটিকে উড়িয়ে দেয়।
যদি পণ্যগুলি শুকানোর প্রয়োজন হয় এবং সেইজন্য উত্তপ্ত অংশগুলি থেকে বাষ্পীভূত আর্দ্রতা অপসারণ করা হয়, তবে একটি মিশ্র সঞ্চালন সংগঠিত হয়, যেখানে বাতাসের একটি অংশ মন্ত্রিসভা থেকে ফ্যান দ্বারা চুষে নেওয়া হয় এবং ঘর থেকে কিছু অংশ (চিত্র। 2)। এই ধরণের ওভেন এবং ড্রায়ারগুলিতে পণ্যগুলির সর্বাধিক গরম করার তাপমাত্রা সাধারণত 200 - 300 ডিগ্রি সেলসিয়াসের বেশি হয় না।
ভাত। 2. প্রাকৃতিক সঞ্চালন চুলা: 1 — গরম করার উপাদান, 2 — বাইরের ফ্রেম, 3 — ভিতরের ফ্রেম, 4 — তাপ নিরোধক, 5 — অংশের তাক, 6 — বায়ু নিয়ন্ত্রণের জন্য ড্যাম্পার৷
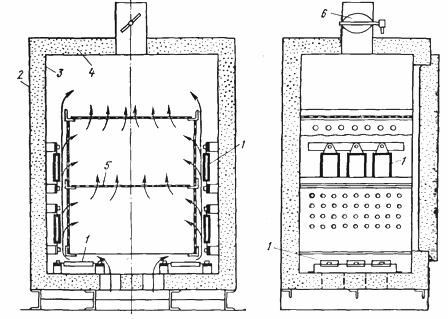
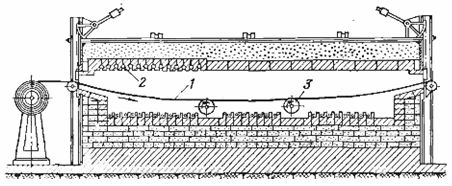
একটি স্তর বা দীর্ঘ পণ্য গরম করার জন্য একটি বন্ধ লুপ চুল্লির নকশা চিত্রে দেখানো হয়েছে। 3.
ভাত। 3. বায়ুমণ্ডল এবং একটি বৈদ্যুতিক হিটার জোরপূর্বক সঞ্চালন সহ চেম্বার চুল্লি
এটি ইস্পাত পণ্য টেম্পারিংয়ের জন্য একটি শ্যাফ্ট ফার্নেস, যার মধ্যে একটি গ্রিড বা ছিদ্রযুক্ত নীচের তাপ-প্রতিরোধী উপাদানের ঝুড়িগুলি প্রবেশ করানো হয় এবং উত্তপ্ত করার জন্য পণ্যগুলি দিয়ে ভরা হয়।
হিটারগুলি ওভেনের পাশে, ঝুড়ির চারপাশে অবস্থিত, তবে সরাসরি বিকিরণ এবং ঝুড়ির দেয়ালের সংলগ্ন পণ্যগুলির অতিরিক্ত গরম হওয়া প্রতিরোধ করার জন্য একটি তাপ-প্রতিরোধী পর্দা দ্বারা এটি থেকে আলাদা করা হয়। নীচে, ওভেনটি একটি ফ্যান দিয়ে সজ্জিত যা ঝুড়ির মধ্য দিয়ে উত্তপ্ত বাতাস চালায়। এই বায়ু তারপর ঝুড়ি এবং ওভেনের দেয়ালের মধ্যবর্তী বৃত্তাকার স্থানে র্যাডিয়লিভাবে বিচ্যুত হয় এবং হিটার ধুয়ে উত্তপ্ত করা হয়।
ডুমুরে। 4 400 ° C তাপমাত্রায় ওয়েল্ডিং ইলেক্ট্রোড শুকানোর জন্য একটি ওভেন দেখায়। ফার্নেস পাওয়ার 210 কিলোওয়াট, ইলেক্ট্রোডগুলি কার্ট, ফ্রেমে স্থাপন করা হয় এবং একটি হাইড্রোলিক পুশার এবং টানার সাহায্যে ওভেনের মাধ্যমে পরিচালিত হয়। চুল্লিতে একটি অভ্যন্তরীণ ফ্যান 6 এর পাশাপাশি বহিরাগত ফ্যান 10 রয়েছে।
হিটারগুলি চুল্লির পাশের দেয়ালে অবস্থিত। এইভাবে, এই ওভেনে, বায়ু প্রবাহ পণ্যের চলাচলের লাইনের লম্বভাবে নির্দেশিত হয়। এই ধরনের চুল্লি মাল্টি-জোন তৈরি করা যেতে পারে।
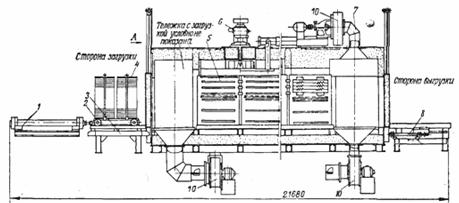
ভাত। 4. বৈদ্যুতিক পুশার শুকানোর ওভেন: 1 — পুশার, 2 — কার্ট, 3 — টেবিল, 4 — ইলেক্ট্রোড রাখার জন্য ফ্রেম, 5 — হিটিং চেম্বার, 6 — ফার্নেস ফ্যান, 7 — এয়ার ডাক্ট, 8 — ড্রেজার, 9 — হাইড্রোলিক ডোর লিফট ড্রাইভ, 10 - বাহ্যিক পাখা
মাঝারি তাপমাত্রার চুল্লি ডিজাইন
তাপ চিকিত্সার জন্য মাঝারি তাপমাত্রার চুল্লিগুলি অত্যন্ত বৈচিত্র্যময়। সবচেয়ে সহজ এবং একই সময়ে সর্বজনীন চুল্লি হল চেম্বার চুল্লি (চিত্র 5)। এতে আগুন-প্রতিরোধী আস্তরণ এবং তাপ নিরোধক সহ একটি আয়তক্ষেত্রাকার চেম্বার রয়েছে, একটি ছাদ দিয়ে আচ্ছাদিত এবং একটি ধাতব আবরণে রাখা হয়েছে।
একটি দরজা দিয়ে আচ্ছাদিত সামনের প্রাচীরের খোলার মাধ্যমে চুল্লিটি লোড এবং আনলোড করা হয়। হিটারগুলি চুলায় এবং চুল্লির পাশের দেয়ালে অবস্থিত, প্রায়ই ছাদে থাকে। খুব বড় ওভেনে, ওভেনের চেম্বারে আরও সমান তাপমাত্রার বন্টন নিশ্চিত করার জন্য হিটারগুলি চুলার পিছনে এবং দরজা উভয় দিকেই অবস্থিত। নীচের হিটারগুলি সাধারণত অবাধ্য প্লেটগুলির সাথে আবৃত থাকে যার উপর উত্তপ্ত পণ্যগুলি স্থাপন করা হয়।
চেম্বার চুল্লিগুলির দরজাগুলি, একটি নিয়ম হিসাবে, ম্যানুয়াল বা ফুট ড্রাইভ সহ ছোট ওভেনে (ফুট ড্রাইভের সাথে শ্রমিকের হাত মুক্ত থাকে), বড়গুলির মধ্যে - ইলেক্ট্রোমেকানিকালগুলির সাথে উত্তোলন করা হয়। দ্বিতীয় ক্ষেত্রে, দরজার উপরের এবং নীচের অবস্থানে সীমা সুইচগুলি ইনস্টল করা হয়, যা শেষ অবস্থানে বৈদ্যুতিক মোটর বন্ধ করে দেয়।
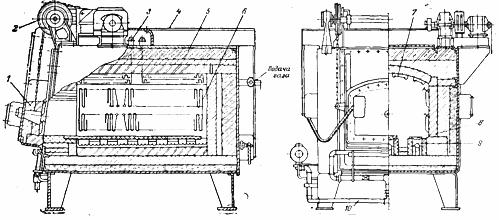
ভাত। 5. ধাতব হিটার এবং একটি শিখা পর্দা সহ চেম্বারের বৈদ্যুতিক চুল্লি: 1 — দরজা, 2 — দরজার উত্তোলন প্রক্রিয়া, 3 — হিটারের আউটলেট, 4 — কেসিং, 5 — আস্তরণ, 6 — সাইড হিটার, 7 — ছাদের হিটার, 8 — চুলা, 9 — হিটার, 10 — শিখা পর্দা ডিভাইস।
ট্রলিতে চেম্বার ফার্নেসগুলি অ্যানিলিং বা অন্যান্য তাপ চিকিত্সার জন্য ব্যবহৃত হয় যেগুলি বড় অংশগুলিকে ম্যানুয়ালি চুল্লিতে লোড করা যায় না। এগুলি নীচের অংশবিহীন এবং সাধারণত কলামগুলির উপর দাঁড়িয়ে থাকা সামনের প্রাচীর ছাড়াই একটি চেম্বার।6) এবং রোলারগুলির উপর একটি ট্রলি, যার উপর চুলা এবং চুল্লির সামনের প্রাচীরটি মাউন্ট করা হয়, একটি বৈদ্যুতিক ড্রাইভ বা একটি ইলেক্ট্রোমেকানিকাল উইঞ্চের সাহায্যে রেলের উপর চলে। ট্রলিটি ওভেনের নীচে থেকে শুরু হয়, অংশগুলি একটি ক্রেন দিয়ে এতে লোড করা হয়, তারপর এটি চেম্বারের নীচে চলে যায় এবং চুলা গরম করার জন্য চালু করা হয়।
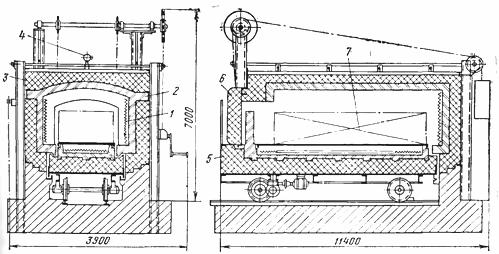
ভাত। 6. একটি বগি চুলা সহ চেম্বার ফার্নেস: 1 — হিটার, 2 — অবাধ্য রাজমিস্ত্রি, 3 — তাপ নিরোধক, 4 — থার্মোকল, 5 — ড্রয়ার, 6 — দরজা, 7 — খাঁচা
অ্যানিলিং চক্র শেষ হওয়ার পরে, গাড়িটি আবার চুল্লি ছেড়ে যায় এবং আনলোড হয়। ফার্নেস হিটারগুলি সাধারণত পাশে, পিছনে এবং সামনের দেয়ালে এবং চুলায় থাকে এবং কখনও কখনও ভল্ট বরাবর আরও গরম করার জন্যও থাকে। নীচে এবং সামনের প্রাচীর হিটারগুলি নমনীয় তার বা ব্লেড পরিচিতি দ্বারা চালিত হয়। এই ধরনের চুল্লিগুলি শুধুমাত্র একটি বড় চার্জের সাথে লাভজনক, 100 টন বা তার বেশি এবং 3000 - 5000 কিলোওয়াটের ক্ষমতাতে পৌঁছায়।
ব্যাচ ফার্নেসের দ্বিতীয় সাধারণ গ্রুপ হল খাদ চুল্লি। এগুলি বৃত্তাকার, বর্গাকার বা আয়তক্ষেত্রাকার শ্যাফ্টের আকারে তৈরি করা হয়, শীর্ষে খোলা এবং একটি ঢাকনা দিয়ে আচ্ছাদিত (চিত্র 7)।
ভাত। 7. শ্যাফ্ট বৈদ্যুতিক চুল্লি: 1 — হিটার, 2 — অবাধ্য রাজমিস্ত্রি, 3 — তাপ নিরোধক, 4 — ফার্নেস কভার, 5 — হিটার আউটলেট, 6 — থার্মোকল।
শ্যাফ্ট ফার্নেসগুলিতে হিটারগুলি সাধারণত পাশের দেয়ালে ইনস্টল করা হয় (নীচের হিটারগুলি খুব কমই ইনস্টল করা হয়, আরও তাই সমতল আয়তক্ষেত্রাকার চুল্লিগুলিতে)। কখনও কখনও একটি ফাঁপা নলাকার চার্জ (তারের বান্ডিল, টিনের রোল) গরম করার জন্য ডিজাইন করা গোলাকার চুল্লিগুলিতে, উপরন্তু, একটি উল্লম্ব কেন্দ্রীয় হিটার অক্ষ বরাবর অবস্থিত। বিশেষ তাপ-প্রতিরোধী গাইডগুলি হিটারগুলিকে ক্ষতি থেকে রক্ষা করে যখন আইটেমগুলি ওভেন বা ঝুড়িতে রাখা হয় বা সরানো হয়।
উচ্চতা বরাবর অভিন্ন তাপ নিশ্চিত করার জন্য শাফ্ট এবং পাইপগুলির (10 মিটার বা তার বেশি গভীর) বেশ কয়েকটি তাপ অঞ্চল সহ শ্যাফ্ট ফার্নেসগুলি কখনও কখনও খুব গভীরভাবে তৈরি করা হয়। একই সময়ে, পাইপের একটি ব্যাচ চুল্লির বাইরে সংগ্রহ করা হয়, একটি বিশেষ সাসপেনশনে স্থির করা হয় এবং একটি ক্রেন দ্বারা চুল্লিতে নামানো হয়।
এই চুল্লিগুলি চেম্বার চুল্লিগুলির তুলনায় কম নমনীয়, তবে কিছু ক্ষেত্রে তাদের উল্লেখযোগ্য সুবিধা রয়েছে। ভারি পণ্য লোডিং এবং আনলোডিং ওয়ার্কশপে একটি প্রচলিত ব্রিজ ক্রেন দিয়ে সহজেই করা যেতে পারে, অথবা যদি এটি উপলব্ধ না হয় তবে একটি উত্তোলন বা একটি ব্লক দিয়ে। রক্ষণাবেক্ষণের সুবিধার্থে তারা সাধারণত মাটিতে পুঁতে থাকে বলে তারা কম জায়গা নেয়। এগুলি সীলমোহর করা সহজ এবং এইভাবে ঢাকনার জন্য একটি বালি, তেল বা জলের সীল তৈরি করে পণ্যটির অক্সিডেশন হ্রাস করে।
দরজার তুলনায় তাদের বৃহত্তর কম্প্যাক্টনেস এবং কভারগুলির ভাল সিলিংয়ের কারণে, এই চুল্লিগুলির ক্ষতি চেম্বার চুল্লিগুলির তুলনায় কম এবং নামমাত্র শক্তির 15 থেকে 25% পর্যন্ত।
পদ্ধতিগত চুল্লিগুলির নির্মাণগুলি প্রধানত চুল্লির ভিতরে উত্তপ্ত পণ্যগুলি সরানোর জন্য এক বা অন্য পদ্ধতির ব্যবহারের উপর নির্ভর করে পৃথক হয়। সুতরাং, পরিবাহক ওভেনে একটি পরিবাহক থাকে — দুটি শ্যাফ্টের মধ্যে প্রসারিত একটি অবিরাম জাল, যার মধ্যে একটি বিশেষ মোটর দ্বারা ঘোরানোর জন্য নেতৃত্ব দেয় এবং চালিত হয়। অংশগুলি ম্যানুয়ালি বা একটি বিশেষ ফিডারের সাথে পরিবাহকের উপর স্থাপন করা হয় এবং চুল্লির লোডিং প্রান্ত থেকে আনলোডিং প্রান্তে এটির উপর সরানো হয়।
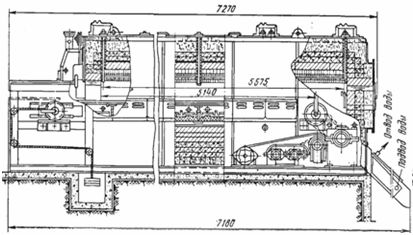
ভাত। 8. বৈদ্যুতিক পরিবাহক হার্ডেনিং ফার্নেস
কনভেয়র বেল্ট বিনুনিযুক্ত নিক্রোম জাল (সবচেয়ে হালকা অংশগুলির জন্য) বা স্ট্যাম্পযুক্ত প্লেট এবং রডগুলিকে সংযুক্ত করে এবং ভারী অংশগুলির জন্য - স্ট্যাম্পড বা কাস্ট চেইন লিঙ্কের তৈরি। পরবর্তী ক্ষেত্রে, পরিবাহকের ড্রাইভ শ্যাফ্টটি দাঁতযুক্ত এবং গিয়ারের ভূমিকা পালন করে, যার দাঁতগুলি চেইনের লিঙ্কগুলির মধ্যে আসে।
পরিবাহকটিকে দুটি শ্যাফ্টের সাথে সামগ্রিকভাবে ওভেন চেম্বারে স্থাপন করা যেতে পারে, এই ক্ষেত্রে এটি সর্বদা উত্তপ্ত থাকে এবং তাই এতে জমে থাকা তাপ সংরক্ষণ করা হয়।
এই নকশার অসুবিধাগুলি হল: উচ্চ তাপমাত্রা অঞ্চলে দুটি পরিবাহক শ্যাফ্টের খুব কঠিন অপারেটিং অবস্থা, তাদের মেরামতের অসুবিধা (কম অ্যাক্সেসযোগ্যতা) এবং পরিবাহকের গরম পৃষ্ঠে অংশগুলি লোড করার অসুবিধা। এটি অবশ্যই জল দিয়ে শ্যাফ্টগুলিকে শীতল করতে হবে, যা বেশ উল্লেখযোগ্য তাপের ক্ষতির দিকে পরিচালিত করে।এর কারণে, পরিবাহকের প্রান্ত এবং এর নীচের শাখাগুলি প্রায়শই আস্তরণ থেকে সরানো হয়। স্বাভাবিকভাবেই, এই ক্ষেত্রে পরিবাহক চুল্লির চার্জযুক্ত প্রান্তের কাছে ঠাণ্ডা হয়, এবং সেইজন্য এটি দ্বারা জমে থাকা তাপ অদৃশ্য হয়ে যায়। এই তাপের ক্ষতিগুলি বন্ধ কনভেয়র ওভেনে ঠান্ডা জলের তুলনায় বেশি।
কনভেয়ার ফার্নেসের হিটারগুলি বেশিরভাগই ছাদে এবং চুলায়, কনভেয়ারের উপরের শাখার নীচে, চেম্বারের পাশের দেয়ালে কম প্রায়ই অবস্থিত। পরিবাহক চুল্লিগুলি শুধুমাত্র অপেক্ষাকৃত ছোট অংশগুলিকে 900 ডিগ্রি সেলসিয়াস পর্যন্ত গরম করতে ব্যবহৃত হয়, কারণ উচ্চ তাপমাত্রায়, পরিবাহকের যান্ত্রিকভাবে লোড করা অংশগুলির ক্রিয়াকলাপ অবিশ্বস্ত হয়ে পড়ে।
একটি বিশেষ গোষ্ঠী তথাকথিত প্রসারিত চুল্লি নিয়ে গঠিত, যা ইস্পাত এবং অ লৌহঘটিত ধাতুর তার বা স্ট্রিপ গরম করতে ব্যবহৃত হয়।তারা হিটার সহ একটি চেম্বার যার মাধ্যমে একটি ফালা বা তারের বান্ডিল উচ্চ গতিতে (0.5 মিটার / সেকেন্ড পর্যন্ত) পাস করা হয় (চিত্র নয়টি)। প্রসারিত চুল্লিগুলিতে, খুব অভিন্ন গরম করা হয় এবং তাপ চিকিত্সার ত্রুটিগুলি শূন্যে হ্রাস করা যায়।
ভাত। 9. স্ট্রেচিং বেল্ট ফার্নেস: 1 — উত্তপ্ত বেল্ট, 2 — ফার্নেস হিটার, 3 — সাপোর্টিং রোলার৷
উচ্চ তাপমাত্রা চুল্লি ডিজাইন
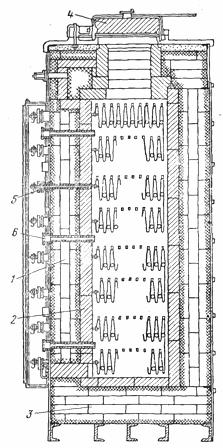
কার্বুরুন্ড হিটার সহ চুল্লিগুলির গ্রুপ সবচেয়ে সাধারণ। কার্বোরান্ডাম হিটারগুলি 1450 ° C পর্যন্ত কাজ করতে পারে, তাই কার্বোরান্ডাম হিটারগুলি 1200 - 1400 ° C এর রেঞ্জ জুড়ে থাকে৷ তারা কমপক্ষে তিনটি স্তর বিশিষ্ট একটি ঘন আস্তরণের সাথে মাঝারি তাপমাত্রার চুল্লিগুলির থেকে আলাদা৷
যেহেতু গরম করার সময় রডগুলির প্রতিরোধ ক্ষমতা উল্লেখযোগ্যভাবে পরিবর্তিত হয় এবং তদ্ব্যতীত, তাদের ক্ষতি এড়াতে, কম ভোল্টেজে 850 ডিগ্রি সেলসিয়াসে তুলনামূলকভাবে ধীরগতিতে গরম করা প্রয়োজন, তারপরে কার্বুরুন্ড হিটার সহ উচ্চ-তাপমাত্রার চুল্লিগুলি নিয়ন্ত্রণ ট্রান্সফরমারগুলির সাথে সরবরাহ করা হয়, যা পরিবর্তনের অনুমতি দেয়। অন্তত 2:1 অনুপাতে ছোট ধাপে সরবরাহ ভোল্টেজ।
এটিও প্রয়োজনীয়, যেহেতু অপারেশন চলাকালীন রডগুলির বয়স হয়, তাদের প্রতিরোধ ক্ষমতা বৃদ্ধি পায়, যার ফলস্বরূপ চুল্লির পূর্ববর্তী শক্তি বজায় রাখার জন্য এটিতে সরবরাহ করা ভোল্টেজ বাড়ানো প্রয়োজন।
বার্ধক্যজনিত কারণে, যা পৃথক রডগুলির জন্য বিভিন্ন তীব্রতার সাথে ঘটে, গরম করার সময় তাদের প্রতিরোধের সম্ভাব্য বিভিন্ন পরিবর্তনের কারণে তাদের সিরিজে সংযুক্ত করার পরামর্শ দেওয়া হয় না।অন্যদিকে, সমান্তরালভাবে সংযুক্ত বারগুলির মধ্যে একটি ব্যর্থ হলে, এটি একটি নতুন দিয়ে প্রতিস্থাপন করা যাবে না, যেহেতু অন্যান্য বারের প্রতিরোধ ইতিমধ্যে বৃদ্ধি পেয়েছে, সেগুলিকে নতুন দিয়ে প্রতিস্থাপন করা বা পুরানো থেকে নেওয়া প্রয়োজন। , ইতিমধ্যে কাজ বার, এই অবস্থার জন্য উপযুক্ত একটি প্রতিরোধের সঙ্গে প্রতিটি.
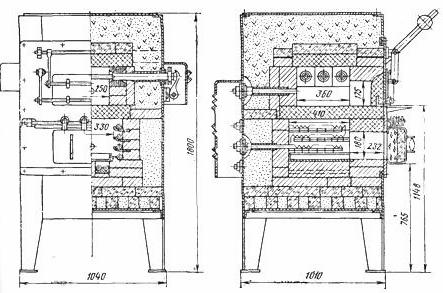
ভাত। 10. চেম্বার উচ্চ-তাপমাত্রার চুল্লি। ধাতব হিটার সহ নীচের চেম্বারটি গরম করার জন্য ব্যবহৃত হয়, সিলিকন কার্বাইড হিটার সহ উচ্চ তাপমাত্রার জন্য উপরেরটি।