ডিসি মোটর সেট আপ করা
 প্রত্যক্ষ কারেন্ট বৈদ্যুতিক মোটরগুলির নিয়ন্ত্রণ নিম্নলিখিত সুযোগে সঞ্চালিত হয়: বাহ্যিক পরীক্ষা, প্রত্যক্ষ কারেন্টের জন্য উইন্ডিংগুলির প্রতিরোধের পরিমাপ, হাউজিং এবং তাদের মধ্যে উইন্ডিংগুলির অন্তরণ প্রতিরোধের পরিমাপ, ইন্টারটার্ন ইনসুলেশনের পরীক্ষা আর্মেচার উইন্ডিং, ট্রায়াল রান।
প্রত্যক্ষ কারেন্ট বৈদ্যুতিক মোটরগুলির নিয়ন্ত্রণ নিম্নলিখিত সুযোগে সঞ্চালিত হয়: বাহ্যিক পরীক্ষা, প্রত্যক্ষ কারেন্টের জন্য উইন্ডিংগুলির প্রতিরোধের পরিমাপ, হাউজিং এবং তাদের মধ্যে উইন্ডিংগুলির অন্তরণ প্রতিরোধের পরিমাপ, ইন্টারটার্ন ইনসুলেশনের পরীক্ষা আর্মেচার উইন্ডিং, ট্রায়াল রান।
একটি ডিসি মোটরের বাহ্যিক পরিদর্শন, সেইসাথে একটি আবেশন মোটরের পরিদর্শন, একটি ঢাল দিয়ে শুরু হয়। নিম্নলিখিত ডেটা অবশ্যই ডিসি মোটরের নেমপ্লেটের উপর নির্দেশিত হতে হবে:
- প্রস্তুতকারকের নাম বা ট্রেড মার্ক,
- গাড়ির ধরন,
- মেশিনের সিরিয়াল নম্বর,
- নামমাত্র তথ্য (শক্তি, ভোল্টেজ, বর্তমান, গতি),
- মেশিনকে উত্তেজিত করার উপায়,
- ইস্যুর বছর,
- মেশিনের ওজন এবং GOST।
উইন্ডিং টার্মিনাল স্থায়ী ইঞ্জিন একে অপরের থেকে এবং শরীর থেকে নির্ভরযোগ্যভাবে বিচ্ছিন্ন হতে হবে, তাদের এবং শরীরের মধ্যে দূরত্ব কমপক্ষে 12-15 মিমি হতে হবে। বাহ্যিক পরীক্ষার সময় বিশেষ মনোযোগ দেওয়া হয় সংগ্রাহক এবং ব্রাশগুলির প্রক্রিয়া (ব্রাশ, ট্র্যাভার্স এবং ব্রাশ হোল্ডার), যেহেতু তাদের অবস্থা উল্লেখযোগ্যভাবে মেশিনের পরিবর্তনকে প্রভাবিত করে এবং তাই, এর অপারেশনের স্থায়িত্ব।
সংগ্রাহক পরিদর্শন করার সময়, তারা নিশ্চিত হন যে কাজের পৃষ্ঠে মিলিং কাটার, গর্ত, বার্নিশের দাগ এবং পেইন্টের কোনও চিহ্ন নেই, পাশাপাশি ব্রাশ প্রক্রিয়াটির অসন্তোষজনক অপারেশন থেকে কার্বন জমার চিহ্ন নেই। সংগ্রাহক প্লেটগুলির মধ্যে অন্তরণটি 1-2 মিমি গভীরতায় নির্বাচন করা উচিত, প্লেটের প্রান্তগুলি 0.5-1 মিমি (ইঞ্জিনের শক্তির উপর নির্ভর করে) প্রস্থের সাথে চ্যামফার্ড করা উচিত। প্লেটগুলির মধ্যে ফাঁকগুলি অবশ্যই সম্পূর্ণ পরিষ্কার হতে হবে - এতে ধাতব শেভিং বা কাঠের শেভিং, গ্রাফাইট ব্রাশের ধুলো, তেল, বার্নিশ ইত্যাদি থাকা উচিত নয়।
একটি ডিসি মোটরের অপারেশন, এবং বিশেষ করে এর ব্রাশ প্রক্রিয়া, সংগ্রাহক ফুটো এবং এর কম্পন দ্বারা প্রভাবিত হয়। সংগ্রাহকের পেরিফেরাল গতি যত বেশি হবে, অনুমতিযোগ্য ফুটো তত কম হবে। উচ্চ-গতির মোটরগুলির জন্য, সর্বাধিক অনুমোদিত ফুটো মান 0.02-0.025 মিমি অতিক্রম করা উচিত নয়। কম্পন প্রশস্ততার মাত্রা একটি ডায়াল সূচক দিয়ে পরিমাপ করা হয়।
পরিমাপের সময়, সূচকটির টিপটি পৃষ্ঠের বিরুদ্ধে চাপানো হয় যে দিকে কম্পন পরিমাপ করা হবে। যেহেতু সংগ্রাহকের পৃষ্ঠটি বাধাগ্রস্ত হয় (সংগ্রাহক প্লেট এবং রিসেসগুলি বিকল্প), একটি ভাল-তীক্ষ্ণ ব্রাশ ব্যবহার করা হয়, যার উপর নির্দেশকের ডগাটি বিশ্রাম দেওয়া উচিত। নির্দেশক হাউজিং একটি কম্পন-মুক্ত বেস সুরক্ষিত করা আবশ্যক.
পরিমাপ করার সময়, নির্দেশকের পয়েন্টার একটি নির্দিষ্ট কোণের মধ্যে পরিমাপ করা কম্পনের ফ্রিকোয়েন্সি সহ দোদুল্যমান হয়, যার মান একটি মিলিমিটারের শতভাগে সূচকের স্কেলে অনুমান করা হয়। যাইহোক, এই ডিভাইসটি 750 rpm পর্যন্ত গতিতে কম্পন পরিমাপ করতে পারে।750 rpm এর বেশি ঘূর্ণন গতি সহ ইঞ্জিনগুলির জন্য, বিশেষ ডিভাইসগুলি ব্যবহার করা প্রয়োজন - ভাইব্রোমিটার বা ভাইব্রোগ্রাফ, যা মেশিনের নির্দিষ্ট উপাদানগুলির কম্পন পরিমাপ বা রেকর্ড করতে পারে।
ফুটো একটি সূচক দিয়েও পরিমাপ করা হয়। ম্যানিফোল্ড লিকেজ ঠান্ডা এবং গরম উভয় ইঞ্জিন অবস্থায় পরিমাপ করা হয়। পরিমাপ করার সময়, নির্দেশক তীরের আচরণে মনোযোগ দিন। তীরের মসৃণ চলাচল পৃষ্ঠের পর্যাপ্ত নলাকারতা নির্দেশ করে এবং তীরের মোচড় পৃষ্ঠের নলাকার স্থানীয় লঙ্ঘন নির্দেশ করে, যা মোটরের ব্রাশ প্রক্রিয়ার জন্য বিশেষত বিপজ্জনক। শকগুলির পরিমাপ শর্তসাপেক্ষ, যেহেতু কাজ অভিজ্ঞতা দেখায় যে এমন মোটর রয়েছে, যেখানে শক মানগুলি কম ঘূর্ণন গতিতে বড় এবং নামমাত্র গতিতে সন্তোষজনকভাবে কাজ করে। অতএব, লোডের অধীনে ইঞ্জিনের ক্রিয়াকলাপ পরীক্ষা করার পরেই সংগ্রাহকের কাজের গুণমান সম্পর্কে চূড়ান্ত উপসংহার দেওয়া যেতে পারে।
একটি ডিসি মোটরের যান্ত্রিক অংশ পরীক্ষা করার সময়, আপনার রেশন এবং উইন্ডিংগুলির সংযোগ, বিয়ারিং অ্যাসেম্বলি, ফাঁকের সমানতা (মোটরটি বিচ্ছিন্ন করার সাথে) এর অবস্থার দিকে মনোযোগ দেওয়া উচিত। আরমেচার এবং মোটরের মূল খুঁটির মধ্যে ব্যাসযুক্ত বিপরীত বিন্দুতে পরিমাপ করা পার্থক্য 3 মিমি-এর কম ফাঁকের জন্য গড় মান থেকে 10% এর বেশি এবং 3 মিমি-এর বেশি ব্যবধানের জন্য 5% এর বেশি নয়।
শক এবং কম্পন পরীক্ষা করার পরে, তারা মোটরের ব্রাশ প্রক্রিয়া সামঞ্জস্য করতে শুরু করে। ক্লিপগুলিতে ব্রাশগুলি অবাধে চলাচল করা উচিত তবে নড়বড়ে হওয়া উচিত নয়।ঘূর্ণনের দিকে ব্রাশ এবং ধারকের মধ্যে স্বাভাবিক ব্যবধান 0.1-0.4 মিমি, অনুদৈর্ঘ্য দিক 0.2-0.5 মিমি অতিক্রম করা উচিত নয়।
সংগ্রাহকের উপর ব্রাশের স্বাভাবিক নির্দিষ্ট চাপ, ব্রাশ উপাদানের গ্রেডের উপর নির্ভর করে, গ্রাফাইট ব্রাশের জন্য কমপক্ষে 150-180 গ্রাম / সেমি 2, তামা-গ্রাফাইটের জন্য 220-250 গ্রাম / সেমি 2 হওয়া উচিত। অসম বর্তমান বন্টন এড়াতে, পৃথক ব্রাশের চাপ গড় থেকে 10% এর বেশি আলাদা হওয়া উচিত নয়। নির্দিষ্ট চাপ নিম্নরূপ নির্ধারিত হয়। সংগ্রাহক এবং ব্রাশের মধ্যে পাতলা কাগজের একটি শীট স্থাপন করা হয়, একটি ডায়নামোমিটার ব্রাশের সাথে সংযুক্ত থাকে এবং তারপরে, একটি ডায়নামোমিটার দিয়ে ব্রাশটি টেনে তারা এমন একটি অবস্থান খুঁজে পায় যেখানে কাগজের একটি শীট অবাধে টানানো সম্ভব হবে। এই পয়েন্টে ডাইনো রিডিং বহুগুণে ব্রাশের চাপের সাথে মিলে যায়। ব্রাশ বেস এলাকা দ্বারা ডায়নামোমিটার রিডিং ভাগ করে নির্দিষ্ট চাপ নির্ধারণ করা হয়।
ব্রাশগুলির সঠিক ইনস্টলেশন মেশিনের সঠিক অপারেশনের জন্য সবচেয়ে গুরুত্বপূর্ণ কারণগুলির মধ্যে একটি। ব্রাশ হোল্ডারগুলি এমনভাবে ইনস্টল করা হয়েছে যে ব্রাশগুলি সংগ্রাহক প্লেটের সাথে কঠোরভাবে সমান্তরাল এবং তাদের প্রান্তগুলির মধ্যে দূরত্বগুলি 2% এর বেশি ত্রুটি সহ মেশিনের খুঁটিগুলির পৃথকীকরণের সমান।
বেশ কয়েকটি স্লিপার সহ মোটরগুলিতে, ব্রাশ ধারকগুলি এমনভাবে স্থাপন করা হয় যাতে ব্রাশগুলি যতটা সম্ভব সংগ্রাহকের দৈর্ঘ্যকে ঢেকে রাখে (তথাকথিত স্ট্যাক করা বিন্যাস)। এটি সংগ্রাহকের পুরো দৈর্ঘ্য বরাবর কম্যুটেশনে অংশগ্রহণ করা সম্ভব করে তুলবে, যা এর আরও অভিন্ন পরিধানে অবদান রাখে।যাইহোক, ব্রাশগুলির এই জাতীয় ব্যবস্থার সাথে, এটি নিশ্চিত করা প্রয়োজন যে ব্রাশগুলি সংগ্রাহকের প্রান্তের বাইরে অপারেশনের সময় (শাফ্টের স্ট্রোক বিবেচনা করে) প্রসারিত না হয়। ইঞ্জিন শুরু করার আগে, ব্রাশগুলিকে মাঝারি-গ্রিট গ্লাস (কিন্তু কার্বোরান্ডাম নয়) কাগজ দিয়ে সংগ্রাহকের (চিত্র 1) বিরুদ্ধে সাবধানে ঘষে দেওয়া হয়। কার্বোরান্ডাম কাগজের দানা ব্রাশের শরীরে প্রবেশ করতে পারে এবং তারপর অপারেশনের সময় সংগ্রাহককে স্ক্র্যাচ করতে পারে, যার ফলে মেশিনের স্যুইচিং অবস্থার অবনতি হয়।
উইন্ডিংগুলির অন্তর্ভুক্তির সঠিকতা পরীক্ষা করার আগে, একটি নির্দিষ্ট ধরণের মেশিনের টার্মিনালগুলির চিহ্নিতকরণ অধ্যয়ন করুন। ডিসি মোটরগুলিতে, উইন্ডিংগুলি তাদের নামের প্রথম বড় অক্ষর সহ GOST 183-66 অনুসারে মনোনীত করা হয়, তারপরে উইন্ডিংয়ের শুরুতে 1 নম্বর এবং এর শেষের জন্য 2। যদি মোটরটিতে একই নামের অন্যান্য উইন্ডিং থাকে তবে তাদের শুরু এবং শেষ 3-4, 5-6, ইত্যাদি সংখ্যা দিয়ে চিহ্নিত করা হয়। টার্মিনাল চিহ্নগুলি চিত্রে দেখানো উত্তেজনা সার্কিট এবং মোটর ঘূর্ণনের দিকনির্দেশের সাথে মিলে যেতে পারে। 2.
মেরু উইন্ডিংগুলির অন্তর্ভুক্তির সঠিকতা তাদের মেরুত্বের বিকল্পটি স্পষ্ট করার জন্য পরীক্ষা করা হয়। প্রতিটি মেশিনের জন্য অক্জিলিয়ারী এবং প্রাথমিক খুঁটির পোলারিটি পরিবর্তনকে অবশ্যই মেশিনের ঘূর্ণনের একটি নির্দিষ্ট দিকনির্দেশের জন্য কঠোরভাবে সংজ্ঞায়িত করতে হবে। মোটর মোডে চালিত মেশিনের ঘূর্ণনের দিক থেকে মেরু থেকে মেরুতে যাওয়ার সময়, প্রতিটি প্রধান মেরুটির পরে একই মেরুত্বের একটি অতিরিক্ত মেরু থাকে, উদাহরণস্বরূপ N — n, S — s। খুঁটির মেরুতা বিভিন্ন উপায়ে নির্ধারণ করা যেতে পারে: চাক্ষুষ পরিদর্শন দ্বারা, একটি চৌম্বক সুই ব্যবহার করে এবং একটি বিশেষ কুণ্ডলী ব্যবহার করে।
প্রথম পদ্ধতিটি এমন ক্ষেত্রে ব্যবহার করা হয় যেখানে কয়েলগুলির ঘূর্ণনের দিকটি চাক্ষুষভাবে সনাক্ত করা যায়।

ভাত। 1. সংগ্রাহকের কাছে ব্রাশ ঘষে:. a - ভুল; উজ্জ্বল
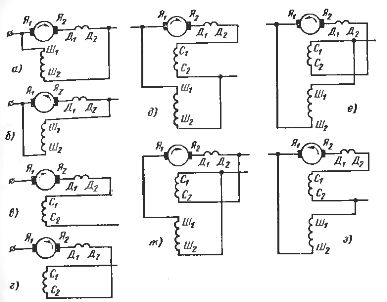
ভাত। 2. বিভিন্ন উত্তেজনা স্কিম এবং ঘূর্ণনের দিকনির্দেশের জন্য ডিসি মোটরগুলির ওয়াইন্ডিং টার্মিনালগুলির উপাধি
ঘুরার দিকটি জেনে এবং "গিম্বল" নিয়ম ব্যবহার করে, খুঁটির মেরুতা নির্ধারণ করুন। এই পদ্ধতিটি একটি সিরিজ ফিল্ড উইন্ডিং থেকে উইন্ডিংয়ের জন্য সুবিধাজনক, যার ঘুরার দিকটি বাঁকগুলির উল্লেখযোগ্য ক্রস-সেকশনের কারণে নির্ধারণ করা খুব সহজ।
দ্বিতীয় পদ্ধতিটি প্রধানত সমান্তরাল উত্তেজনা উইন্ডিং সহ কয়েলের জন্য ব্যবহৃত হয়। এই পদ্ধতির সারমর্ম নিম্নরূপ। একটি কারেন্ট মোটরের ঘুরতে প্রয়োগ করা হয়, একটি চৌম্বকীয় সুই একটি থ্রেডে স্থগিত করা হয়, যার প্রান্তের মেরুতা চিহ্নিত করা হয় এবং প্রতিটি মেরুতে পর্যায়ক্রমে প্রয়োগ করা হয়। মেরুটির মেরুত্বের উপর নির্ভর করে, তীরটি বিপরীত মেরুত্বের শেষের সাথে এটির মুখোমুখি হবে।
এই পদ্ধতিটি ব্যবহার করার সময়, এটি মনে রাখা উচিত যে তীরটি পুনরায় জাদু করার ক্ষমতা রাখে, তাই পরীক্ষাটি যত তাড়াতাড়ি সম্ভব করা উচিত। চৌম্বকীয় সুই পদ্ধতিটি খুব কমই একটি সিরিজ কয়েলের মেরুতা নির্ধারণ করতে ব্যবহৃত হয় কারণ যথেষ্ট শক্তিশালী ক্ষেত্র তৈরি করতে একটি উল্লেখযোগ্য কারেন্ট অবশ্যই কয়েলের মধ্য দিয়ে যেতে হবে।
কয়েলের পোলারিটি নির্ণয়ের তৃতীয় পদ্ধতি যে কোনো কয়েলের ক্ষেত্রে প্রযোজ্য, একে টেস্ট কয়েল পদ্ধতি বলা হয়। কুণ্ডলী যেকোনো আকৃতির হতে পারে — টরয়েডাল, আয়তক্ষেত্রাকার, নলাকার। কার্ডবোর্ড, সেলুলয়েড ইত্যাদির ফ্রেমে পাতলা উত্তাপযুক্ত তামার তারের যতটা সম্ভব বাঁক দিয়ে কুণ্ডলীটি ক্ষতবিক্ষত হয়। মিলিভোল্টমিটার।
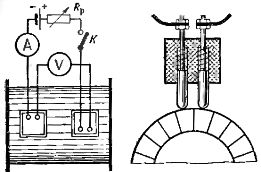
কয়েলের সংযোগ সঠিক বলে বিবেচিত হয় যদি প্রতিটি দুটি সংলগ্ন খুঁটির নীচে ডিভাইসের তীরগুলি বিভিন্ন দিকে বিচ্যুত হয়, তবে শর্ত থাকে যে পরীক্ষা কয়েলটি একই দিকের খুঁটির মুখোমুখি হয়। আর্মেচার উইন্ডিংয়ের সাথে সম্পর্কিত অতিরিক্ত খুঁটির ওয়াইন্ডিংয়ের সঠিক সংযোগ পরীক্ষা করা ডুমুরে দেখানো স্কিম অনুসারে করা হয়। 4.
সুইচ K বন্ধ হয়ে গেলে, মিলিভোল্টমিটার সুইটি বিচ্যুত হবে। সঠিকভাবে চালু করা হলে, অক্সিলিয়ারি পোল ওয়াইন্ডিং এর চুম্বকীয় শক্তি আরমেচার উইন্ডিং এর চুম্বকীয় শক্তির বিপরীত দিকে পরিচালিত হয়, তাই আর্মেচার উইন্ডিং এবং অক্জিলিয়ারী পোল ওয়াইন্ডিং অবশ্যই বিপরীতভাবে চালু করতে হবে, অর্থাৎ এর বিয়োগ (বা প্লাস) আর্মেচারটি অবশ্যই অতিরিক্ত খুঁটির উইন্ডিং এর বিয়োগ (বা প্লাস) এর সাথে সংযুক্ত থাকতে হবে।
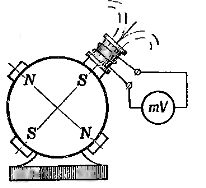
ভাত। 3. একটি টেস্ট কয়েল ব্যবহার করে ডিসি মোটরের খুঁটির মেরুতা নির্ধারণ করা
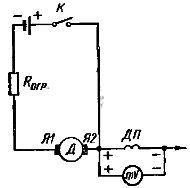
ভাত। 4. আর্মেচার উইন্ডিং এর সাথে সম্পর্কিত অতিরিক্ত খুঁটিগুলির উইন্ডিংয়ের অন্তর্ভুক্তির সঠিকতা পরীক্ষা করার পরিকল্পনা
অতিরিক্ত খুঁটি এবং ক্ষতিপূরণের উইন্ডিংয়ের পারস্পরিক সংযোগ পরীক্ষা করতে, আপনি ডুমুরে দেখানো স্কিমটি ব্যবহার করতে পারেন। 5, ছোট ইঞ্জিনের জন্য।
একটি DC মোটরের স্বাভাবিক ক্রিয়াকলাপে, ক্ষতিপূরণকারী কয়েল দ্বারা তৈরি চৌম্বকীয় প্রবাহ অবশ্যই পরিপূরক মেরু কয়েলের চৌম্বকীয় প্রবাহের সাথে মেলে। উইন্ডিংয়ের পোলারিটি নির্ধারণ করার পরে, ক্ষতিপূরণ ওয়াইন্ডিং এবং অতিরিক্ত খুঁটির ওয়াইন্ডিংকে একসাথে সংযুক্ত করতে হবে, অর্থাৎ, একটি উইন্ডিংয়ের বিয়োগ অন্যটির প্লাসের সাথে সংযুক্ত থাকতে হবে।
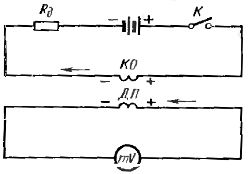
ভাত। 5.ক্ষতিপূরণ ওয়াইন্ডিংয়ে অতিরিক্ত খুঁটির উইন্ডিং অন্তর্ভুক্তির সঠিকতা পরীক্ষা করার পরিকল্পনা
ব্রাশগুলির পোলারিটি নির্ধারণ এবং কয়েল প্রতিরোধের প্রয়োজনীয় পরিমাপ করার আগে, ব্রাশগুলিকে নিরপেক্ষে সেট করুন৷ একটি বৈদ্যুতিক মোটরের নিরপেক্ষ মানে প্রধান খুঁটি এবং আর্মেচারের উইন্ডিংগুলির একটি পারস্পরিক বিন্যাস যখন তাদের মধ্যে রূপান্তর সহগ শূন্য হয়। ব্রাশগুলিকে নিরপেক্ষে সেট করতে, একটি চেইন একত্রিত করা হয় (চিত্র 6)।
উত্তেজনা কয়েলটি একটি সুইচের মাধ্যমে একটি শক্তির উৎসের (ব্যাটারি) সাথে সংযুক্ত থাকে এবং একটি সংবেদনশীল মিলিভোল্টমিটার আর্মেচার ব্রাশের সাথে সংযুক্ত থাকে৷ যখন একটি ঝাঁকুনি দিয়ে উত্তেজনা কুণ্ডলীতে একটি কারেন্ট সরবরাহ করা হয়, তখন মিলিভোল্টমিটারের সুচটি এক দিকে বিচ্যুত হয়৷ অথবা অন্যটি. যখন ব্রাশগুলি নিরপেক্ষ অবস্থানে কঠোরভাবে অবস্থান করা হয়, তখন ডিভাইসের সুই বিচ্যুত হবে না।
প্রচলিত যন্ত্রের নির্ভুলতা কম — 0.5% সর্বোত্তম। অতএব, ব্রাশগুলি ডিভাইসের ন্যূনতম পড়ার সাথে সম্পর্কিত একটি অবস্থানে সেট করা হয় এবং এটিকে নিরপেক্ষ বলে মনে করা হয়। নিরপেক্ষ ব্রাশগুলি সামঞ্জস্য করার অসুবিধা হল যে নিরপেক্ষের অবস্থান সংগ্রাহক প্লেটের অবস্থানের উপর নির্ভর করে।
এটি প্রায়শই ঘটে যে একটি আর্মেচার অবস্থানের জন্য পাওয়া নিরপেক্ষটি ঘোরানোর সময় স্থানচ্যুত হয়। তাই নিরপেক্ষ অবস্থান দুটি ভিন্ন খাদ অবস্থানের জন্য সংজ্ঞায়িত করা হয়। যদি আর্মেচারের বিভিন্ন অবস্থানের জন্য নিরপেক্ষ অবস্থান ভিন্ন হতে দেখা যায়, তবে ব্রাশ দুটি চিহ্নের মধ্যে একটি মধ্যবর্তী অবস্থানে স্থাপন করা উচিত। ব্রাশগুলিকে নিরপেক্ষে সেট করার নির্ভুলতা সংগ্রাহকের সাথে ব্রাশের পৃষ্ঠের আনুগত্যের ডিগ্রির উপর নির্ভর করে।অতএব, ইঞ্জিনের নিরপেক্ষ নির্ধারণ করার সময় আরও সঠিক ফলাফল পাওয়ার জন্য, ব্রাশগুলি সংগ্রাহকের মধ্যে আগাম ঘষা হয়।
ব্রাশগুলির পোলারিটি নিম্নলিখিত উপায়গুলির মধ্যে একটিতে নির্ধারিত হয়।
1. একটি ভোল্টমিটার সংগ্রাহকের দুটি পয়েন্টের সাথে সংযুক্ত (চিত্র 7), একই দূরত্বে বিপরীত ব্রাশ থেকে অবস্থিত। উত্তেজিত হলে, ভোল্টমিটার সুই এক দিক বা অন্য দিকে বিচ্যুত হবে। যদি তীরটি ডানদিকে বিচ্যুত হয়, তাহলে "প্লাস" বিন্দু 1 এ এবং "মাইনাস" বিন্দু 2 এ রয়েছে। ঘূর্ণনের দিকের বিপরীতে নিকটতম ব্রাশটি ডিভাইসের সংযুক্ত ক্ল্যাম্পের পোলারিটি থাকবে।
2. উত্তেজনা কয়েলের মধ্য দিয়ে একটি নির্দিষ্ট পোলারিটির একটি প্রত্যক্ষ কারেন্ট প্রবাহিত হয়, একটি ভোল্টমিটার আর্মেচারের সাথে সংযুক্ত থাকে এবং আর্মেচারটিকে হাত দ্বারা বা একটি প্রক্রিয়ার মাধ্যমে চেপে ঘূর্ণনে আনা হয়। এই ক্ষেত্রে, ভোল্টমিটারের সুই বিচ্যুত হবে। তীরের দিকটি ব্রাশগুলির পোলারিটি নির্দেশ করবে।
একটি ডিসি মোটরের উইন্ডিংগুলির প্রতিরোধের পরিমাপ করা ডিসি মোটরগুলি পরীক্ষা করার জন্য একটি অত্যন্ত গুরুত্বপূর্ণ উপাদান, যেহেতু পরিমাপের ফলাফলগুলি উইন্ডিংগুলির (রেশন, বোল্ট, ওয়েল্ডেড জয়েন্টগুলি) যোগাযোগের সংযোগগুলির অবস্থা মূল্যায়ন করতে ব্যবহৃত হয়। মোটর উইন্ডিংগুলির প্রতিরোধ নিম্নলিখিত পদ্ধতিগুলির মধ্যে একটি দ্বারা পরিমাপ করা হয়: অ্যামিটার - ভোল্টমিটার, একক বা ডাবল ব্রিজ এবং মাইক্রোহমিটার।
ডিসি মোটরগুলির উইন্ডিংগুলির প্রতিরোধের পরিমাপের কিছু বৈশিষ্ট্য সম্পর্কে মনে রাখা প্রয়োজন।
1. ফিল্ডের সিরিজ ওয়াইন্ডিং, ক্ষতিপূরণ ওয়াইন্ডিং, অতিরিক্ত খুঁটির ওয়াইন্ডিং এর রেজিস্ট্যান্স ছোট (হাজারতম ওহম), তাই মাইক্রোওহমিটার বা ডাবল ব্রিজ দিয়ে পরিমাপ করা হয়।
2.আর্মেচার উইন্ডিং এর রেজিস্ট্যান্স পরিমাপ করা হয় অ্যামিমিটার-ভোল্টমিটার পদ্ধতি দ্বারা ইনসুলেটিং হ্যান্ডেলের স্প্রিংগুলির সাথে একটি বিশেষ দ্বি-যোগাযোগ প্রোব ব্যবহার করে (চিত্র 8)। পরিমাপটি নিম্নরূপ বাহিত হয়: 4-6 V ভোল্টেজ সহ একটি ভাল চার্জযুক্ত ব্যাটারি থেকে সরাসরি কারেন্ট সরবরাহ করা হয় স্থির আর্মেচারের সংগ্রাহক প্লেটগুলিতে ব্রাশগুলি সরিয়ে দিয়ে। যে প্লেটগুলিতে বিদ্যুৎ সরবরাহ করা হয় তার মধ্যে, ভোল্টেজ ড্রপ একটি মিলিভোল্টমিটার দিয়ে পরিমাপ করা হয়। আর্মেচারের একটি শাখার প্রয়োজনীয় প্রতিরোধের মান
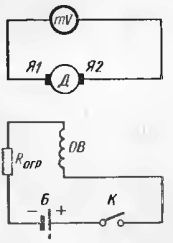
ভাত। 6. নিরপেক্ষ অবস্থানে ব্রাশের সঠিক ইনস্টলেশন পরীক্ষা করার জন্য স্কিম
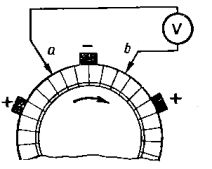
ভাত। 7. ব্রাশের পোলারিটি নির্ধারণের জন্য স্কিম
ভাত। 8 একটি টু-পিন প্রোব ব্যবহার করে আর্মেচার প্রতিরোধের পরিমাপ
অন্যান্য সমস্ত প্লেটের জন্য অনুরূপ পরিমাপ করা হয়। প্রতিটি সংলগ্ন প্লেটের মধ্যে প্রতিরোধের মানগুলি একে অপরের থেকে নামমাত্র মানের 10% এর বেশি আলাদা হওয়া উচিত নয় (যদি মেশিনটির সমান ওয়াইন্ডিং থাকে তবে পার্থক্য 30% এ পৌঁছাতে পারে)।
উইন্ডিংগুলির নিরোধক প্রতিরোধের পরিমাপ এবং উইন্ডিংগুলির নিরোধকের অস্তরক শক্তির পরিদর্শন অ্যাসিঙ্ক্রোনাস মোটরগুলির সংশ্লিষ্ট পরিদর্শন পয়েন্টগুলির মতোই সঞ্চালিত হয়।
ডিসি মোটরের প্রাথমিক স্টার্ট-আপটি মোটরটিকে টিউন করার সাথে সাথেই শেষ পর্যন্ত এর অপারেবিলিটি পরীক্ষা করা হয়। অ্যাসিঙ্ক্রোনাস মোটরগুলির মতো, ডিসি মোটরগুলি নিষ্ক্রিয় মোডে মেকানিজম এবং গিয়ারবক্স বন্ধ করে পরীক্ষা করা হয়। কন্ট্রোল সার্কিটটি সঠিকভাবে টিউন করার জন্য ডিসি মোটরের অনুরূপ নিষ্ক্রিয় পরীক্ষা করা প্রয়োজন।
নিষ্ক্রিয় অবস্থায় এবং লোডের নিচে ইঞ্জিন চালু করা খুব সাবধানে করা উচিত।শুরু করার অবিলম্বে, এটি নিশ্চিত করা প্রয়োজন যে আর্মেচারটি সহজেই ঘোরে, আর্মেচারটি স্টেটরকে স্পর্শ করে না, বিয়ারিংগুলিতে গ্রীস রয়েছে এবং প্রতিরক্ষামূলক রিলেটিও পরীক্ষা করুন। সর্বাধিক সুরক্ষার ট্রিপিং কারেন্ট অবশ্যই মোটর কারেন্টের 200% এর বেশি হওয়া উচিত নয়। পরীক্ষা দিয়ে একটি ডিসি মোটর শুরু হচ্ছে বর্তমান বৃদ্ধির সময় এবং তারপর যখন মোটরটি সর্বাধিক ভোল্টেজ এবং সর্বোচ্চ গতিতে অলস থাকে তখন সংগ্রাহকের নিরীক্ষণের মাধ্যমে যাতায়াতের গুণমান নিয়ন্ত্রণ করুন।
লোড নিষ্ক্রিয় তুলনায় স্পার্ক হার বৃদ্ধি ঘটাতে হবে না. এটি ব্রাশ 11/2 এবং এমনকি 2 এর স্পার্কিং ডিগ্রী সহ একটি ডিসি মোটর চালানোর অনুমতি দেওয়া হয়। স্পার্কিংয়ের আরও উল্লেখযোগ্য ডিগ্রীতে, কম্যুটেশন সামঞ্জস্য করা হয়: ব্রাশগুলি নিরপেক্ষ সেট করা হয়, অতিরিক্ত খুঁটির কয়েল সঠিকভাবে চালু, ব্রাশগুলি সংগ্রাহকের কাছে চাপানো হয় এবং ব্রাশগুলি সংগ্রাহকের সাথে লেগে থাকে।
এটি মনে রাখা উচিত যে সংগ্রাহকের উপর অগ্রহণযোগ্য আর্কিং কন্ট্রোল সার্কিটের ত্রুটির সাথে যুক্ত হতে পারে, যেহেতু আর্মেচার এবং উত্তেজনা সার্কিটে কারেন্টের পরিবর্তনের হার, কারেন্ট সার্জেসের সর্বাধিক মান, অনুপাত আরমেচার কারেন্ট এবং মেশিনের ম্যাগনেটিক প্রবাহ বিভিন্ন সময়ে সার্কিটের উপর নির্ভর করে। লোডের অধীনে অপারেশন পর্যবেক্ষণ এবং ডিসি মোটরের কম্যুটেশন সামঞ্জস্য করার পরে, কমিশনিং প্রক্রিয়াটিকে সম্পূর্ণ হিসাবে বিবেচনা করা যেতে পারে।