বৈদ্যুতিক মেশিনের windings ড্রায়ার নিরোধক
 বৈদ্যুতিক মেশিনগুলি শুকিয়ে যায় যখন উইন্ডিং এবং অন্যান্য জীবন্ত অংশগুলির নিরোধক ভিজে যায়, উদাহরণস্বরূপ পরিবহন, স্টোরেজ, ইনস্টলেশন এবং মেরামতের সময়, সেইসাথে যখন ইউনিটটি দীর্ঘ সময়ের জন্য বন্ধ থাকে।
বৈদ্যুতিক মেশিনগুলি শুকিয়ে যায় যখন উইন্ডিং এবং অন্যান্য জীবন্ত অংশগুলির নিরোধক ভিজে যায়, উদাহরণস্বরূপ পরিবহন, স্টোরেজ, ইনস্টলেশন এবং মেরামতের সময়, সেইসাথে যখন ইউনিটটি দীর্ঘ সময়ের জন্য বন্ধ থাকে।
বিশেষ প্রয়োজন ছাড়া বৈদ্যুতিক মেশিনের উইন্ডিংগুলির নিরোধক শুকানোর ফলে অতিরিক্ত অযৌক্তিক খরচ হয় এবং যদি শুকানোর মোডটি সঠিকভাবে রক্ষণাবেক্ষণ না করা হয়, তদ্ব্যতীত, উইন্ডিংয়ের ক্ষতি হয়।
শুকানোর উদ্দেশ্য হল উইন্ডিংগুলির নিরোধক থেকে আর্দ্রতা অপসারণ করা এবং বৈদ্যুতিক যন্ত্রটি চালিত হতে পারে এমন একটি মান প্রতিরোধের বৃদ্ধি করা। 10 - 30 ° C তাপমাত্রায় বৈদ্যুতিক মেশিনগুলির নিরোধকের পরম প্রতিরোধ, MΩ, যেগুলি বড় মেরামতের মধ্য দিয়ে গেছে তা অবশ্যই কমপক্ষে 0.5 MΩ হতে হবে।
 নতুন ইনস্টল করা বৈদ্যুতিক মেশিনের জন্য, এই মানটি টেবিলে দেওয়া মানগুলির চেয়ে কম হওয়া উচিত নয়। 2, এবং 2 কেভির বেশি বা 1000 কিলোওয়াটের বেশি ভোল্টেজ সহ বৈদ্যুতিক মোটরগুলির জন্য, এটি একটি মেগোহমিটার দিয়ে নির্ধারণ করা প্রয়োজন শোষণ গুণাঙ্ক অনুপাত ka6c বা R60 / R15।
নতুন ইনস্টল করা বৈদ্যুতিক মেশিনের জন্য, এই মানটি টেবিলে দেওয়া মানগুলির চেয়ে কম হওয়া উচিত নয়। 2, এবং 2 কেভির বেশি বা 1000 কিলোওয়াটের বেশি ভোল্টেজ সহ বৈদ্যুতিক মোটরগুলির জন্য, এটি একটি মেগোহমিটার দিয়ে নির্ধারণ করা প্রয়োজন শোষণ গুণাঙ্ক অনুপাত ka6c বা R60 / R15।
যদি প্রাপ্ত ডেটা ইনসুলেশনের একটি অসন্তোষজনক অবস্থা দেখায় তবে বৈদ্যুতিক মেশিনগুলি শুকানো হয়।
বৈদ্যুতিক মেশিন ওয়াইন্ডিংয়ের নিরোধক থেকে আর্দ্রতা অপসারণ প্রসারণের কারণে ঘটে, যার ফলে বায়ুর উষ্ণ অংশ থেকে ঠান্ডা অংশে আর্দ্রতা তাপ প্রবাহের দিকে চলে যায়।
আর্দ্রতার গতিবিধি নিরোধকের বিভিন্ন স্তরে আর্দ্রতার পার্থক্যের কারণে হয়, উচ্চ আর্দ্রতাযুক্ত স্তর থেকে আর্দ্রতা কম আর্দ্রতাযুক্ত স্তরগুলিতে চলে যায়। আর্দ্রতা হ্রাস, পরিবর্তে, তাপমাত্রা হ্রাসের কারণে। তাপমাত্রার পার্থক্য যত বেশি হবে, নিরোধক শুকানোর তীব্রতা তত বেশি। উদাহরণস্বরূপ, কয়েলের ভিতরের অংশগুলিকে কারেন্ট দিয়ে গরম করার মাধ্যমে, নিরোধকের ভিতরের এবং বাইরের স্তরগুলির মধ্যে তাপমাত্রার পার্থক্য তৈরি করা সম্ভব এবং এইভাবে শুকানোর প্রক্রিয়াটিকে ত্বরান্বিত করা সম্ভব।
শুষ্কতা ত্বরান্বিত করতে, সীমা তাপমাত্রায় উত্তপ্ত কয়েলগুলিকে পর্যায়ক্রমে পরিবেষ্টিত তাপমাত্রায় শীতল করতে হবে। অতএব, তাপীয় প্রসারণের দক্ষতা বেশি, নিরোধকের পৃষ্ঠের স্তরগুলি দ্রুত শীতল হয়।
অধ্যায়. 1. বৈদ্যুতিক মেশিনের জন্য আনুমানিক শুকানোর সময়
বৈদ্যুতিক গাড়ি সর্বনিম্ন সময়, h, তাপমাত্রায় পৌঁছানোর জন্য শুকানোর সময়, h 50 ° C 70 ° C একটি স্থিতিশীল নিরোধক প্রতিরোধে পৌঁছানোর পরে সর্বনিম্ন, MOhm ছোট এবং মাঝারি শক্তি 2 — 3 5 — 7 15 — 20
3 — 5
হাই পাওয়ার ওপেন ডিজাইন 10 — 16 15 — 25 40 — 60 5 — 10 হাই পাওয়ার ক্লোজড ডিজাইন 20 — 30 25 — 50 70-100
10 — 15
শুকানোর প্রক্রিয়া চলাকালীন, কয়েল এবং ইস্পাতকে ধীরে ধীরে গরম করতে হবে, কারণ দ্রুত গরম করার সাথে সাথে মেশিনের অভ্যন্তরীণ অংশগুলির তাপমাত্রা একটি বিপজ্জনক মান পৌঁছতে পারে, যখন বাইরের অংশগুলির গরম করা এখনও নগণ্য হবে।
 শুকানোর সময় কয়েলের তাপমাত্রা বৃদ্ধির হার প্রতি ঘন্টায় 4 - 5 ডিগ্রি সেলসিয়াসের বেশি হওয়া উচিত নয়। ভোক্তা বৈদ্যুতিক ইনস্টলেশনের পিটিই অনুসারে, 660 ভি পর্যন্ত ভোল্টেজ সহ বৈদ্যুতিক মেশিনের উইন্ডিংয়ের জন্য মেশিনের বডি এবং উইন্ডিংয়ের মধ্যে অন্তরণ প্রতিরোধের পরিমাপ করা হয়। megohmmeter 1000 V সহ, এবং বৈদ্যুতিক মেশিনগুলির জন্য ভোল্টেজ 660 V-এর চেয়ে বেশি - 2500 V এ একটি মেগোহ্যামিটার সহ।
শুকানোর সময় কয়েলের তাপমাত্রা বৃদ্ধির হার প্রতি ঘন্টায় 4 - 5 ডিগ্রি সেলসিয়াসের বেশি হওয়া উচিত নয়। ভোক্তা বৈদ্যুতিক ইনস্টলেশনের পিটিই অনুসারে, 660 ভি পর্যন্ত ভোল্টেজ সহ বৈদ্যুতিক মেশিনের উইন্ডিংয়ের জন্য মেশিনের বডি এবং উইন্ডিংয়ের মধ্যে অন্তরণ প্রতিরোধের পরিমাপ করা হয়। megohmmeter 1000 V সহ, এবং বৈদ্যুতিক মেশিনগুলির জন্য ভোল্টেজ 660 V-এর চেয়ে বেশি - 2500 V এ একটি মেগোহ্যামিটার সহ।
যাইহোক, GOST 11828 — 75 অনুসারে, 500 V পর্যন্ত রেটযুক্ত ভোল্টেজের জন্য বৈদ্যুতিক মেশিনের উইন্ডিংগুলির প্রতিরোধকে 500 V এর জন্য ডিজাইন করা একটি মেগোহ্যামিটার দিয়ে পরিমাপ করা হয়, বৈদ্যুতিক মেশিনের উইন্ডিংগুলির একটি রেটেড ভোল্টেজের বেশি 500 V — 1000 V-এর জন্য একটি megohmmeter সহ। অতএব, PTE গুলি মেগোহমিটার দিয়ে নিরোধক পরীক্ষা করার প্রয়োজনীয়তা কিছুটা শক্ত করে।
অন্তরণ প্রতিরোধের পরিমাপ 75 ডিগ্রি সেলসিয়াসের একটি ঘূর্ণায়মান তাপমাত্রায় উত্পাদিত হয়। যদি উইন্ডিংগুলির নিরোধক প্রতিরোধকে ভিন্ন তাপমাত্রায় পরিমাপ করা হয়, কিন্তু 10 ডিগ্রি সেলসিয়াসের কম না হয় তবে এটি 75 ডিগ্রি সেলসিয়াস তাপমাত্রায় রূপান্তরিত হতে পারে।
বৈদ্যুতিক মেশিনের উইন্ডিংগুলির নিরোধক শুকানোর আগে, ঘরটি অবশ্যই ধ্বংসাবশেষ, ধুলো এবং ময়লা থেকে পরিষ্কার করা উচিত। বৈদ্যুতিক মেশিনগুলিকে অবশ্যই সাবধানে পরিদর্শন করতে হবে এবং সংকুচিত বাতাস দিয়ে ফুঁ দিতে হবে। শুকানোর সময়, বৈদ্যুতিক মেশিনের প্রতিটি উইন্ডিংয়ের অন্তরণ প্রতিরোধের পরিমাপ করুন মেশিনের গ্রাউন্ডেড বডি এবং উইন্ডিংগুলির মধ্যে (চিত্র 1)।
প্রতিবার পরিমাপের আগে অন্তরণে অবশিষ্ট চার্জগুলি অপসারণ করা প্রয়োজন; এই জন্য ঘুর 3 - 4 মিনিটের জন্য হাউজিং মাটি করা হয়. উপরন্তু, বৈদ্যুতিক মেশিনের windings শুকানোর সময়, এটি windings তাপমাত্রা, পরিবেষ্টিত বায়ু এবং শুকানোর বর্তমান পরিমাপ করা প্রয়োজন। অনুশীলনে, বৈদ্যুতিক মেশিনের উইন্ডিংগুলি শুকানোর ফলস্বরূপ, 750 ° C তাপমাত্রায় নিরোধক প্রতিরোধের টেবিলের ডেটার চেয়ে কম হওয়া উচিত নয়। 2.
অধ্যায়. 2. শুকানোর পরে বৈদ্যুতিক মেশিনের উইন্ডিংয়ের ক্ষুদ্রতম অনুমতিযোগ্য নিরোধক প্রতিরোধের
মেশিন বা এর যন্ত্রাংশ একটি ওয়ার্কিং ভোল্টেজ সহ একটি বিকল্প কারেন্ট মেশিনের ক্ষুদ্রতম অনুমোদিত ইনসুলেশন রেজিস্ট্যান্স স্টেটর: 1 kV ওয়ার্কিং ভোল্টেজে 1000 V 1 megohm এর বেশি 1 kV এ 1000 V 0.5 MOhm পর্যন্ত DC মেশিনের আর্মেচার 750 ভোল্টেজ পর্যন্ত অ্যাসিঙ্ক্রোনাস এবং সিঙ্ক্রোনাস বৈদ্যুতিক মোটরগুলির 1 কেভি রটারগুলির জন্য 1 MOhm সহ (সম্পূর্ণ উত্তেজনা সার্কিট সহ) 1 MΩ প্রতি 1 kV, তবে 0.2 - 0.5 MΩ এর কম নয় 3000 V এবং তার বেশি ভোল্টেজ সহ বৈদ্যুতিক মোটর: স্টেটর 1 MOhm এ kV রোটর 0.2 MOhm এ 1 kV 
ইস্পাত মধ্যে আনয়ন ক্ষতির পদ্ধতি দ্বারা বৈদ্যুতিক মেশিনের windings শুকানো
সাম্প্রতিক বছরগুলিতে, স্থির মেশিনের সাহায্যে স্টেটর স্টিলে ইন্ডাকশন লসের মাধ্যমে বৈদ্যুতিক মোটর শুকানোর জন্য যুক্তিসঙ্গত পদ্ধতি চালু করা হয়েছে, যা সরাসরি উইন্ডিংগুলিতে কারেন্ট যাওয়ার সাথে সম্পর্কিত নয়। এই শুকানোর পদ্ধতিতে, দুটি প্রকার রয়েছে: স্টেটরের সক্রিয় স্টিলের ক্ষতি এবং স্টেটর হাউজিংয়ে ক্ষতি।
বৈদ্যুতিক মোটর গরম করা হয় চুম্বকীয়করণ বিপরীত এবং কারণে ক্ষতি দ্বারা সম্পন্ন করা হয় ঘূর্ণিস্রোত একটি এসি বৈদ্যুতিক মোটরের স্টেটরের সক্রিয় স্টিলে বা স্টেটর কোর এবং মেশিনের আবরণে মেশিনে উত্পন্ন বিকল্প চৌম্বকীয় প্রবাহ থেকে একটি ডিসি মেশিনের সূচনাকারীতে।
পরিবর্তনশীল চৌম্বকীয় প্রবাহ মেশিনের বাইরের পৃষ্ঠে একটি বিশেষ চুম্বকীয় কুণ্ডলীর ক্ষত দ্বারা ফ্রেমের নীচে (চিত্র 1, ক) বা শরীরের এবং ভারবহন ঢালগুলি (চিত্র 1, খ) টেনে টেনে তৈরি করা হয়, বিকল্প চৌম্বকীয় ফ্লাক্স তৈরি করা যেতে পারে এবং স্টেটরের সক্রিয় ইস্পাত এবং বৈদ্যুতিক মেশিনের শরীরে আনয়ন ক্ষতি থেকে (চিত্র 1, গ)।
স্টেটরের চুম্বকীয় বাঁকগুলিকে বায়ু করার জন্য একটি ইন্ডাকশন বা সিঙ্ক্রোনাস মেশিনের রটারকে অবশ্যই অপসারণ করতে হবে।
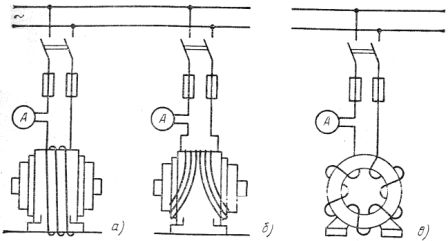
ভাত। 1. ইস্পাতে ইন্ডাকশন লসের কারণে বৈদ্যুতিক মেশিনের শুকিয়ে যাওয়া: o - মেশিন হাউজিংয়ে, b — হাউজিং এবং বিয়ারিং শিল্ডে, c — স্টেটরের হাউজিং এবং সক্রিয় স্টিলে
চৌম্বকীয় কয়েলটি একটি উত্তাপযুক্ত তারের সাহায্যে তৈরি করা হয়, ক্রস বিভাগ এবং বাঁকগুলির সংখ্যা সংশ্লিষ্ট গণনা দ্বারা নির্ধারিত হয়।
শুকানোর প্রক্রিয়ায়, প্রথম শুকানোর সময় বৈদ্যুতিক মেশিনের উইন্ডিংগুলির নিরোধক প্রতিরোধ ক্ষমতা হ্রাস পায়, তারপরে বৃদ্ধি পায় এবং একটি নির্দিষ্ট মান পৌঁছে ধ্রুবক হয়ে যায়। শুকানোর শুরুতে, প্রতি 30 মিনিটে অন্তরণ প্রতিরোধের পরিমাপ করা হয়, এবং যখন স্থির-স্থিতি তাপমাত্রায় পৌঁছে যায়, প্রতি ঘন্টায়।
ফলাফলগুলি শুকানোর ডায়েরিতে লিপিবদ্ধ করা হয় এবং একই সময়ে বক্ররেখা আঁকা হয় (চিত্র 2) শুকানোর সময় অন্তরণ প্রতিরোধের এবং উইন্ডিংয়ের তাপমাত্রা নির্ভরতার জন্য।ইলেকট্রিক মেশিন সম্পূর্ণ ঠান্ডা না হওয়া পর্যন্ত ইনসুলেশন রেজিস্ট্যান্স, উইন্ডিং তাপমাত্রা এবং পরিবেষ্টিত তাপমাত্রার পরিমাপ চলতে থাকে।
একটি বৈদ্যুতিক মেশিনের উইন্ডিংগুলি শুকানো বন্ধ হয়ে যায় যখন অন্তরণ প্রতিরোধের কার্যত 3 থেকে 5 ঘন্টার জন্য একটি ধ্রুবক তাপমাত্রায় পরিবর্তন না হয় এবং ka6c কমপক্ষে 1.3 হয়।
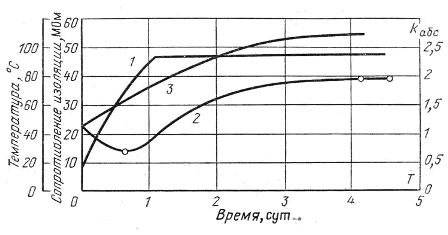
ভাত। 2. ইনসুলেশন রেজিস্ট্যান্স 2 এর নির্ভরতার বক্ররেখা, শোষণ সহগ 3 এবং বৈদ্যুতিক মেশিনের উইন্ডিং 1 এর তাপমাত্রা শুকানোর সময়কালের উপর

একটি শুকানোর ওভেনে বৈদ্যুতিক মোটরের উইন্ডিংগুলির নিরোধক শুকানো