ইন্ডাকশন হিটিং, হার্ডেনিং এবং ইনডাকশন গলে যাওয়া ধাতু
সবচেয়ে নিখুঁত ধরনের হিটিং হল তাপ যেখানে সরাসরি উত্তপ্ত শরীরে তাপ উৎপন্ন হয়। গরম করার এই পদ্ধতিটি শরীরের মধ্য দিয়ে একটি বৈদ্যুতিক প্রবাহ পাস করে খুব ভালভাবে সম্পন্ন হয়। যাইহোক, সরাসরি - একটি বৈদ্যুতিক সার্কিটে একটি উত্তপ্ত শরীরের অন্তর্ভুক্তি প্রযুক্তিগত এবং ব্যবহারিক কারণে সবসময় সম্ভব হয় না।
এই ক্ষেত্রে, ইন্ডাকশন হিটিং ব্যবহার করে একটি নিখুঁত ধরনের হিটিং উপলব্ধি করা যেতে পারে, যেখানে উত্তপ্ত শরীরে তাপও তৈরি হয়, যা চুল্লির দেয়ালে বা অন্যান্য গরম করার উপাদানগুলিতে অপ্রয়োজনীয়, সাধারণত বড়, শক্তি খরচ দূর করে। অতএব, বর্ধিত এবং উচ্চ কম্পাঙ্কের স্রোত তৈরির তুলনামূলকভাবে কম দক্ষতা থাকা সত্ত্বেও, ইন্ডাকশন হিটিং এর সামগ্রিক দক্ষতা প্রায়শই বেশি হয় অন্যান্য গরম করার পদ্ধতি সহ.

আনয়ন পদ্ধতিটি অ-ধাতুর দেহগুলিকে তাদের বেধ জুড়ে সমানভাবে দ্রুত গরম করার অনুমতি দেয়।এই ধরনের সংস্থাগুলির দুর্বল তাপ পরিবাহিতা স্বাভাবিক উপায়ে, অর্থাৎ বাইরে থেকে তাপ সরবরাহ করে তাদের অভ্যন্তরীণ স্তরগুলির দ্রুত গরম করার সম্ভাবনাকে বাদ দেয়। ইন্ডাকশন পদ্ধতিতে, বাইরের স্তর এবং ভিতরের উভয় ক্ষেত্রেই একইভাবে তাপ উৎপন্ন হয় এবং বাইরের স্তরগুলির প্রয়োজনীয় তাপ নিরোধক না করা হলে পরবর্তীটির অতিরিক্ত গরম হওয়ার ঝুঁকিও থাকতে পারে।
ইন্ডাকশন হিটিং এর একটি বিশেষ মূল্যবান বৈশিষ্ট্য হল উত্তপ্ত শরীরে শক্তির খুব বেশি ঘনত্বের সম্ভাবনা, যা সঠিক মাত্রায় সহজে গ্রহণযোগ্য। কেবল বৈদ্যুতিক চাপ শক্তির ঘনত্বের একই ক্রম প্রাপ্ত করা যেতে পারে, তবে এই গরম করার পদ্ধতিটি নিয়ন্ত্রণ করা কঠিন।
আবেশন গরম করার বৈশিষ্ট্য এবং সুপরিচিত সুবিধাগুলি অনেক শিল্পে এর প্রয়োগের জন্য ব্যাপক সুযোগ তৈরি করেছে। উপরন্তু, এটি আপনাকে নতুন ধরনের কাঠামো তৈরি করতে দেয় যা প্রচলিত তাপ চিকিত্সা পদ্ধতির জন্য একেবারেই সম্ভব নয়।

একটি শারীরিক প্রক্রিয়া
ইন্ডাকশন ফার্নেস এবং ডিভাইসগুলিতে, বৈদ্যুতিকভাবে পরিবাহী উত্তপ্ত শরীরে তাপ একটি বিকল্প ইলেক্ট্রোম্যাগনেটিক ফিল্ড দ্বারা প্রবর্তিত স্রোত দ্বারা নির্গত হয়। এই ভাবে, সরাসরি গরম এখানে সঞ্চালিত হয়.
ধাতুর আবেশ গরম করা দুটি শারীরিক আইনের উপর ভিত্তি করে: ইলেক্ট্রোম্যাগনেটিক আবেশের ফ্যারাডে-ম্যাক্সওয়েল সূত্র এবং জুল-লেনজ আইন। মেটাল বডি (ফাঁকা, অংশ, ইত্যাদি) স্থাপন করা হয় বিকল্প চৌম্বক ক্ষেত্র, যা তাদের মধ্যে একটি ঘূর্ণিঝড় আলোড়িত করে বৈদ্যুতিক ক্ষেত্র… আবেশের EMF চৌম্বকীয় প্রবাহের পরিবর্তনের হার দ্বারা নির্ধারিত হয়। ইন্ডাকশন ইএমএফের ক্রিয়ায়, এডি স্রোত (দেহের ভিতরে বন্ধ) দেহে প্রবাহিত হয়, তাপ মুক্ত করে জুল-লেনজ আইন অনুসারে… এই EMF তৈরি হয় ধাতুতে বিবর্তিত বিদ্যুৎ, এই স্রোত দ্বারা নির্গত তাপীয় শক্তি ধাতুকে উত্তপ্ত করে তোলে। ইন্ডাকশন হিটিং সরাসরি এবং অ-যোগাযোগ। এটি আপনাকে সর্বাধিক অবাধ্য ধাতু এবং খাদ গলানোর জন্য পর্যাপ্ত তাপমাত্রায় পৌঁছানোর অনুমতি দেয়।
তীব্র ইন্ডাকশন হিটিং শুধুমাত্র উচ্চ তীব্রতা এবং ফ্রিকোয়েন্সির ইলেক্ট্রোম্যাগনেটিক ক্ষেত্রেই সম্ভব, যা বিশেষ ডিভাইস - ইন্ডাক্টর দ্বারা তৈরি করা হয়। ইন্ডাক্টরগুলি একটি 50 Hz নেটওয়ার্ক (শিল্প ফ্রিকোয়েন্সি ইনস্টলেশন) বা পৃথক শক্তি উত্স দ্বারা চালিত হয় — মাঝারি এবং উচ্চ ফ্রিকোয়েন্সি জেনারেটর এবং রূপান্তরকারী।
কম-ফ্রিকোয়েন্সি ইনডাইরেক্ট ইন্ডাকশন হিটিং ডিভাইসের সহজতম ইন্ডাক্টর হল একটি ইনসুলেটেড তার (বর্ধিত বা কুণ্ডলীকৃত) যা একটি ধাতব নলের ভিতরে রাখা হয় বা এর পৃষ্ঠের উপরে থাকে। টিউবের ইনডাক্টর তারের মধ্য দিয়ে কারেন্ট প্রবাহিত হওয়ার সাথে সাথে এটি উত্তপ্ত হয় ঘূর্ণিস্রোত… নল থেকে তাপ (একটি ক্রুসিবল, ধারকও হতে পারে) উত্তপ্ত মাধ্যমে স্থানান্তরিত হয় (টিউবের মধ্য দিয়ে প্রবাহিত জল, বায়ু ইত্যাদি)।
আবেশন গরম করা এবং ধাতু শক্ত করা
মাঝারি এবং উচ্চ ফ্রিকোয়েন্সিতে ধাতুগুলির সর্বাধিক ব্যাপকভাবে ব্যবহৃত সরাসরি আবেশ গরম করা। এই জন্য, একটি বিশেষ নকশা সঙ্গে inductors ব্যবহার করা হয়। প্রবর্তক নির্গত করে ইলেক্ট্রোম্যাগনেটিক তরঙ্গ, যা উত্তপ্ত শরীরে পড়ে এবং এতে মারা যায়। শোষিত তরঙ্গের শক্তি শরীরে তাপে রূপান্তরিত হয়। হিটিং সহগ নির্গত ইলেক্ট্রোম্যাগনেটিক তরঙ্গের (সমতল, নলাকার, ইত্যাদি) আকৃতির শরীরের আকৃতির যত বেশি কাছাকাছি হবে। অতএব, ফ্ল্যাট ইন্ডাক্টরগুলি ফ্ল্যাট বডি গরম করার জন্য ব্যবহৃত হয়, নলাকার (সোলেনয়েড) ইনডাক্টরগুলি নলাকার ওয়ার্কপিসগুলির জন্য ব্যবহৃত হয়।সাধারণ ক্ষেত্রে, ইলেক্ট্রোম্যাগনেটিক শক্তিকে পছন্দসই দিকে ঘনীভূত করার প্রয়োজনের কারণে তাদের একটি জটিল আকৃতি থাকতে পারে।
আনয়ন শক্তি ইনপুটের একটি বৈশিষ্ট্য হল প্রবাহ অঞ্চলের স্থানিক বিন্যাস নিয়ন্ত্রণ করার ক্ষমতা ঘূর্ণিস্রোত.
প্রথমত, প্রবর্তক দ্বারা আচ্ছাদিত এলাকায় এডি স্রোত প্রবাহিত হয়। শরীরের সামগ্রিক আকার নির্বিশেষে শুধুমাত্র শরীরের যে অংশটি প্রবর্তকের সাথে চৌম্বকীয় সংস্পর্শে থাকে তা উত্তপ্ত হয়।
দ্বিতীয়ত, এডি কারেন্ট সার্কুলেশন জোনের গভীরতা এবং সেইজন্য এনার্জি রিলিজ জোন নির্ভর করে, অন্যান্য কারণের মধ্যে, ইন্ডাক্টর কারেন্টের ফ্রিকোয়েন্সির উপর (কম ফ্রিকোয়েন্সিতে বৃদ্ধি পায় এবং ক্রমবর্ধমান কম্পাঙ্কের সাথে হ্রাস পায়)।
ইন্ডাক্টর থেকে উত্তপ্ত কারেন্টে শক্তি স্থানান্তরের দক্ষতা নির্ভর করে তাদের মধ্যকার ব্যবধানের আকারের উপর এবং এটি হ্রাসের সাথে সাথে বৃদ্ধি পায়।

প্লাস্টিক বিকৃতি (ফোরজিং, স্ট্যাম্পিং, প্রেসিং, ইত্যাদি), ধাতু গলানো, তাপ চিকিত্সা (এনেলিং, টেম্পারিং, নরমালাইজিং, হার্ডেনিং), ওয়েল্ডিং, লেয়ারিং, মেটাল ব্রেজিংয়ের জন্য গরম করার মাধ্যমে ইস্পাত পণ্যগুলির পৃষ্ঠকে শক্ত করার জন্য ইন্ডাকশন হিটিং ব্যবহার করা হয়।

পরোক্ষ ইন্ডাকশন হিটিং হিটিং প্রক্রিয়া সরঞ্জাম (পাইপলাইন, পাত্রে, ইত্যাদি), গরম করার তরল মিডিয়া, শুষ্ক আবরণ, উপকরণ (উদাহরণস্বরূপ, কাঠ) জন্য ব্যবহৃত হয়। ইন্ডাকশন হিটিং ইনস্টলেশনের সবচেয়ে গুরুত্বপূর্ণ পরামিতি হল ফ্রিকোয়েন্সি। প্রতিটি প্রক্রিয়ার জন্য (সারফেস শক্ত হয়ে যাওয়া, গরম করার মাধ্যমে) একটি সর্বোত্তম ফ্রিকোয়েন্সি পরিসীমা রয়েছে যা সর্বোত্তম প্রযুক্তিগত এবং অর্থনৈতিক সূচক সরবরাহ করে। ইন্ডাকশন হিটিং এর জন্য 50 Hz থেকে 5 MHz পর্যন্ত ফ্রিকোয়েন্সি ব্যবহার করা হয়।
ইন্ডাকশন হিটিং এর সুবিধা
1) উত্তপ্ত শরীরে সরাসরি বৈদ্যুতিক শক্তি স্থানান্তর করা পরিবাহী পদার্থের সরাসরি গরম করার অনুমতি দেয়। এই ক্ষেত্রে, গরম করার হার পরোক্ষ ক্রিয়া সহ ইনস্টলেশনের তুলনায় বৃদ্ধি করা হয়, যেখানে পণ্যটি শুধুমাত্র পৃষ্ঠ থেকে উত্তপ্ত হয়।
2) সরাসরি উত্তপ্ত শরীরে বৈদ্যুতিক শক্তি স্থানান্তরের জন্য যোগাযোগের ডিভাইসের প্রয়োজন হয় না। স্বয়ংক্রিয় উত্পাদন উত্পাদনের পরিস্থিতিতে এটি সুবিধাজনক, যখন ভ্যাকুয়াম এবং প্রতিরক্ষামূলক উপায় ব্যবহার করা হয়।
3) পৃষ্ঠের প্রভাবের ঘটনার কারণে, উত্তপ্ত পণ্যের পৃষ্ঠ স্তরে সর্বাধিক শক্তি প্রকাশিত হয়। অতএব, শীতল করার সময় ইন্ডাকশন হিটিং পণ্যের পৃষ্ঠের স্তরকে দ্রুত গরম করে। এটি তুলনামূলকভাবে সান্দ্র মাধ্যম সহ অংশটির উচ্চ পৃষ্ঠের কঠোরতা অর্জন করা সম্ভব করে তোলে। আবেশ পৃষ্ঠ শক্ত করা অন্যান্য পৃষ্ঠের শক্তকরণ পদ্ধতির তুলনায় দ্রুত এবং আরও অর্থনৈতিক।
4) ইন্ডাকশন হিটিং বেশিরভাগ ক্ষেত্রে উত্পাদনশীলতা উন্নত করে এবং কাজের অবস্থার উন্নতি করে।
আবেশন গলিত চুল্লি
একটি ইন্ডাকশন ফার্নেস বা ডিভাইসকে এমন এক ধরনের ট্রান্সফরমার হিসাবে ভাবা যেতে পারে যেখানে প্রাথমিক কয়েল (ইন্ডাকটর) একটি বিকল্প বর্তমান উত্সের সাথে সংযুক্ত থাকে এবং উত্তপ্ত বডি নিজেই সেকেন্ডারি কয়েল হিসাবে কাজ করে।
ইন্ডাকশন মেলটিং ফার্নেসের কাজের প্রক্রিয়াটি একটি স্নান বা ক্রুসিবলে তরল ধাতুর ইলেক্ট্রোডাইনামিক এবং তাপীয় গতিবিধি দ্বারা চিহ্নিত করা হয়, যা একই সংমিশ্রণে ধাতু পেতে অবদান রাখে এবং ভলিউম জুড়ে এর অভিন্ন তাপমাত্রা, সেইসাথে কম ধাতব বর্জ্য (কয়েকগুণ কম) আর্ক ফার্নেসের তুলনায় সামান্য)।
ইস্পাত, ঢালাই লোহা, অ লৌহঘটিত ধাতু এবং সংকর ধাতু থেকে আকৃতি সহ ঢালাই উৎপাদনে ইন্ডাকশন গলানো চুল্লি ব্যবহার করা হয়।
ইন্ডাকশন গলানো চুল্লিগুলিকে শিল্প ফ্রিকোয়েন্সি চ্যানেল চুল্লি এবং শিল্প, মাঝারি এবং উচ্চ ফ্রিকোয়েন্সি ক্রুসিবল চুল্লিগুলিতে ভাগ করা যায়।
একটি ইন্ডাকশন ডাক্ট ফার্নেস হল একটি ট্রান্সফরমার, সাধারণত পাওয়ার ফ্রিকোয়েন্সিতে (50 Hz)। ট্রান্সফরমারের সেকেন্ডারি উইন্ডিং হল একটি গলিত ধাতব উইন্ডিং। ধাতুটি একটি বৃত্তাকার অবাধ্য চ্যানেলে আবদ্ধ থাকে।
প্রধান চৌম্বক প্রবাহ চ্যানেলের ধাতুতে একটি EMF প্ররোচিত করে, EMF একটি কারেন্ট তৈরি করে, কারেন্ট ধাতুকে উত্তপ্ত করে, তাই একটি ইন্ডাকশন চ্যানেল ফার্নেস শর্ট-সার্কিট মোডে কাজ করা ট্রান্সফরমারের মতো।
চ্যানেল ফার্নেসের ইনডাক্টরগুলি অনুদৈর্ঘ্য তামার নল দিয়ে তৈরি, এটি জল-ঠান্ডা, চুলার চ্যানেলের অংশটি একটি ফ্যান বা একটি কেন্দ্রীভূত বায়ু ব্যবস্থা দ্বারা ঠান্ডা হয়।

চ্যানেল ইন্ডাকশন ফার্নেসগুলি এক শ্রেণীর ধাতু থেকে অন্য শ্রেণীর বিরল রূপান্তর সহ অবিচ্ছিন্ন অপারেশনের জন্য ডিজাইন করা হয়েছে। চ্যানেল ইন্ডাকশন ফার্নেসগুলি প্রধানত অ্যালুমিনিয়াম এবং এর সংকর গলানোর জন্য ব্যবহৃত হয়, সেইসাথে তামা এবং এর কিছু সংকর ধাতু। ফার্নেসের অন্যান্য সিরিজ ফাউন্ড্রি ছাঁচে ঢালাই করার আগে তরল লোহা, অ লৌহঘটিত ধাতু এবং সংকর ধাতুগুলিকে ধারণ এবং সুপারহিটিং করার জন্য মিক্সার হিসাবে বিশেষায়িত।
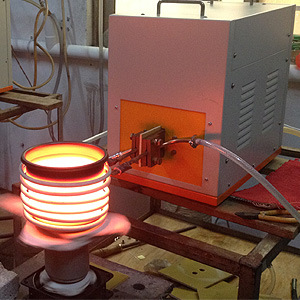
একটি ইন্ডাকশন ক্রুসিবল ফার্নেসের অপারেশন একটি পরিবাহী চার্জ দ্বারা ইলেক্ট্রোম্যাগনেটিক শক্তি শোষণের উপর ভিত্তি করে। কোষটি একটি নলাকার কুণ্ডলীর ভিতরে স্থাপন করা হয় - একটি সূচনাকারী। বৈদ্যুতিক দৃষ্টিকোণ থেকে, একটি ইন্ডাকশন ক্রুসিবল ফার্নেস হল একটি শর্ট-সার্কিট এয়ার ট্রান্সফরমার যার সেকেন্ডারি উইন্ডিং একটি পরিবাহী চার্জ।
ইন্ডাকশন ক্রুসিবল ফার্নেসগুলি মূলত অপারেশনের ব্যাচ মোডে ডাই কাস্টিং ধাতু গলানোর জন্য ব্যবহৃত হয় এবং অপারেশনের মোড নির্বিশেষে, ব্রোঞ্জের মতো নির্দিষ্ট অ্যালো গলানোর জন্য, যা চ্যানেল ফার্নেসের আস্তরণকে বিরূপভাবে প্রভাবিত করে।